Cold extrusion forming process of helical gear
A forming process and cold extrusion technology, applied in metal extrusion, metal extrusion dies, wheels, etc., can solve the problems of selecting spring type and strength, high gear precision requirements, insufficient tooth shape and tooth direction, etc. Eliminate the effect of elastic deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
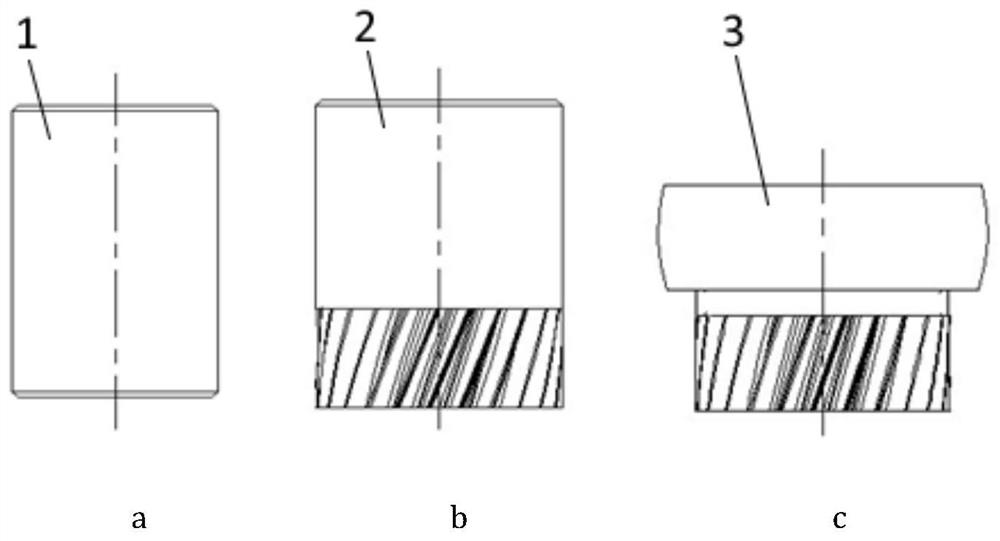
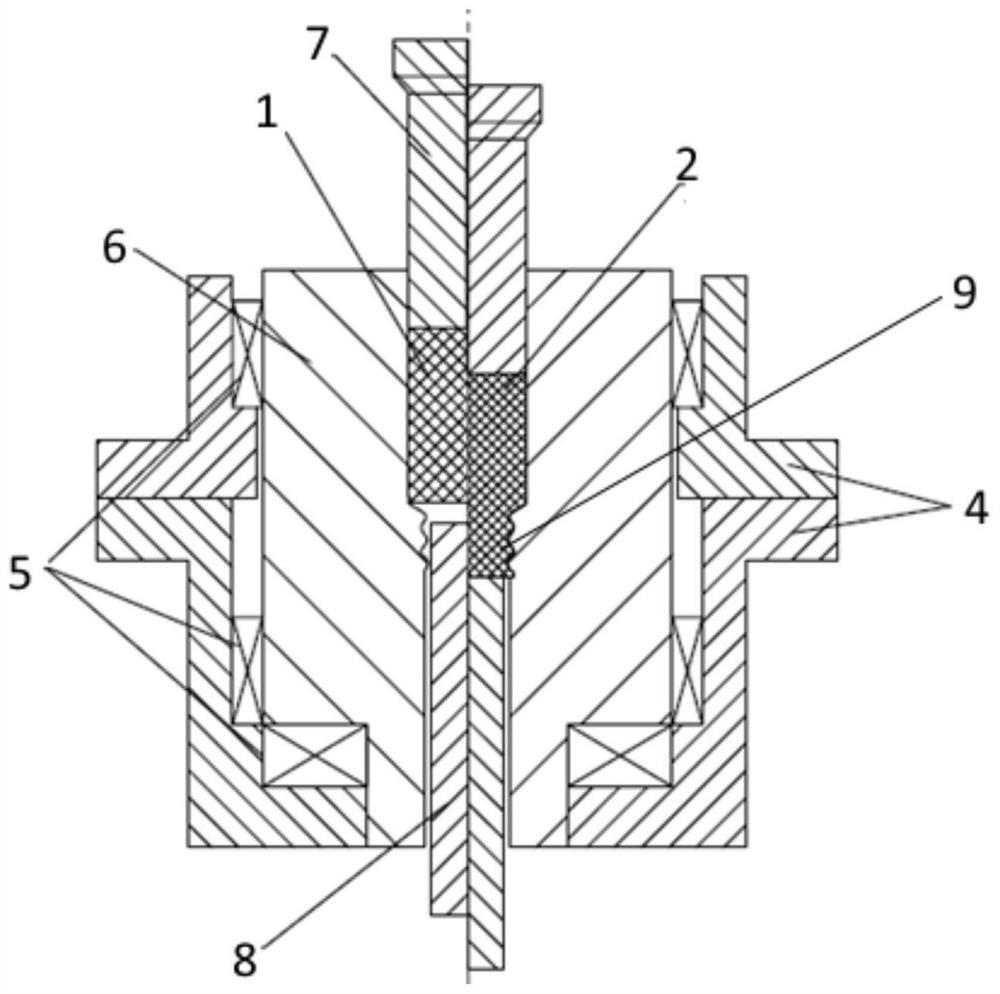
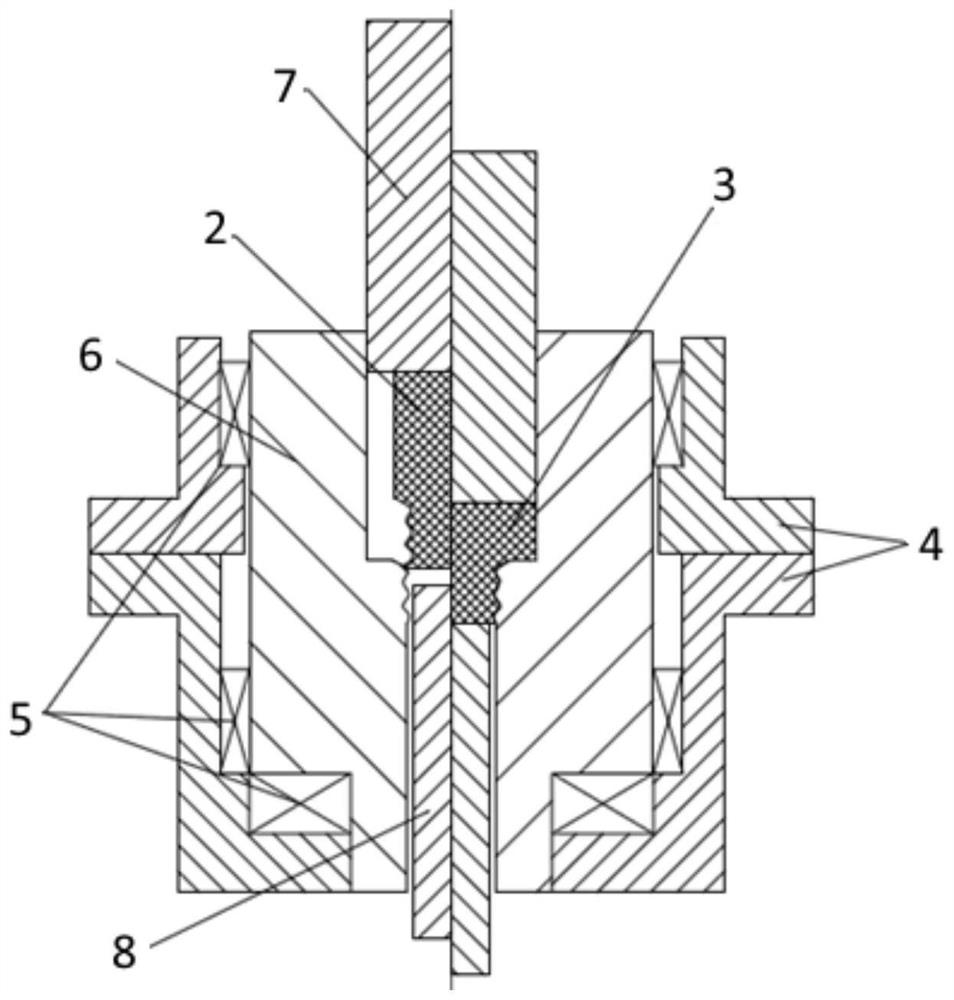
[0033] Such as figure 2 As shown, the cold extrusion die involved in this embodiment includes: a mold cylinder 4, a die 6, an upper punch 7 and a lower ejector pin 8 arranged in sequence from outside to inside, wherein: between the mold cylinder 4 and the die 6 A bearing 5 is provided, an upper punch 7 and a lower ejector rod 8 are correspondingly arranged and connected with the upper and lower hydraulic systems, and the bar material 1 is located between the upper punch 7 and the lower ejector rod 8 .
[0034] The center of the said die 6 is provided with a helical tooth groove 9 .
[0035] The mouth of the tooth groove of the cold extrusion die 6 is provided with a positioning hole and a guide hole, wherein: the gap between the bottom diameter of the tooth groove of the positioning hole, the two sides of the tooth and the outer diameter of the preformed blank tooth is 0.1mm, The depth is 2-4mm, and the depth direction of the positioning hole is not provided with a bevel; th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com