

Method for automatically welding narrow groove of hydraulic support structural part
A technology of automatic welding and hydraulic support, which is applied in the direction of welding equipment, welding accessories, welding rod characteristics, etc., can solve the problems of restricting the production cycle and welding quality of hydraulic support, leaving gaps easily, and affecting the performance of weld seams, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The technical solutions of the present invention will be described in further detail below through specific implementation methods.
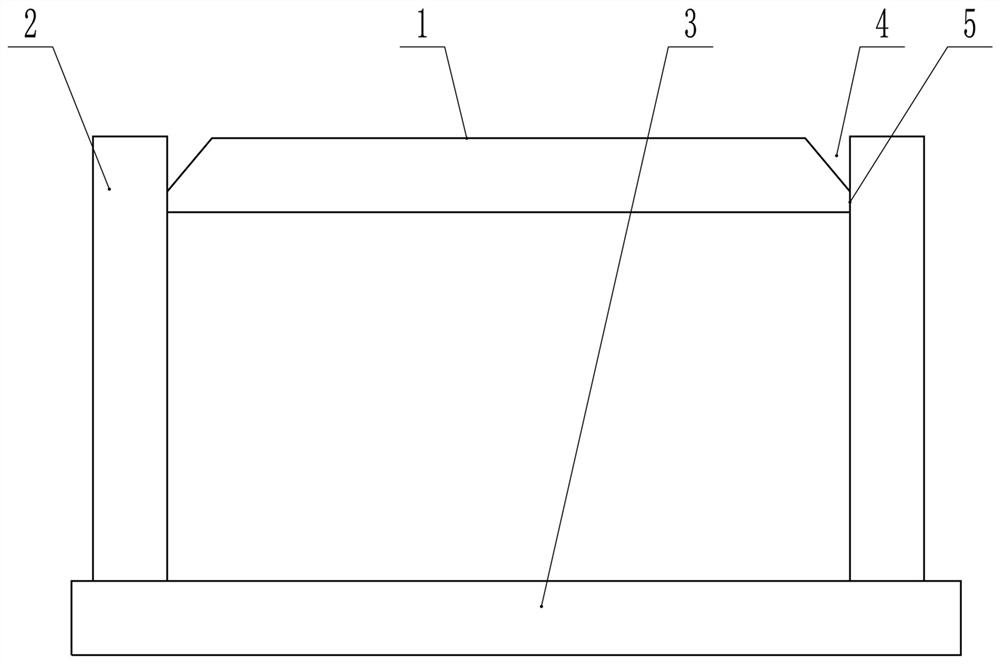
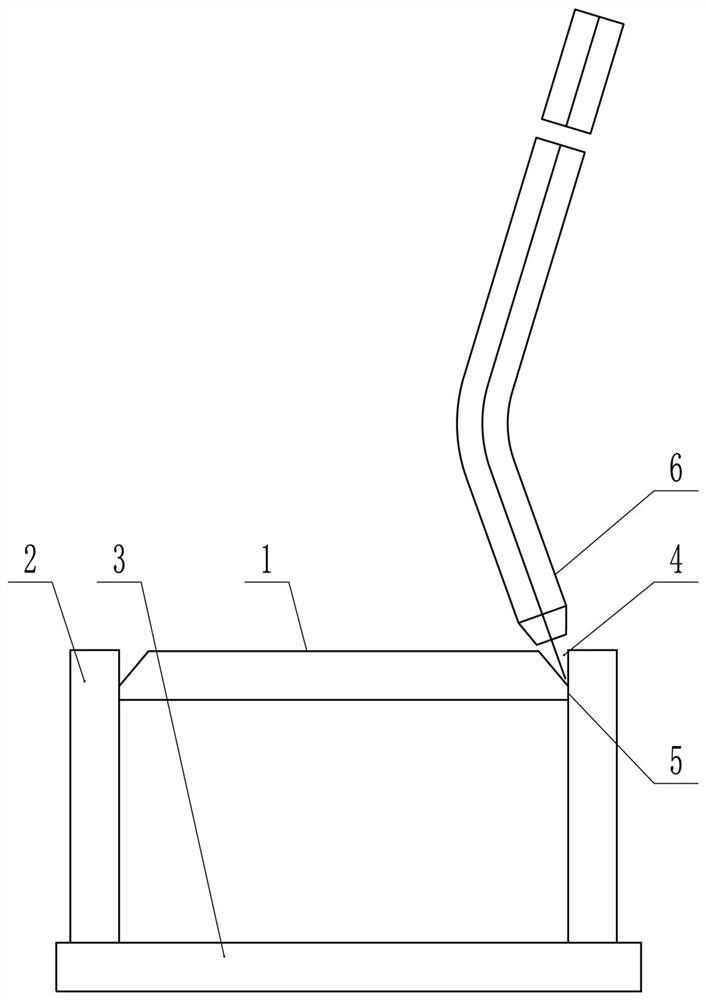
[0022] Such as figure 1 and figure 2 As shown, an automatic welding method for a narrow groove of a hydraulic support structure includes the following steps:
[0023] The first step, the step of cleaning the groove, prepares the structural parts of the hydraulic support to be welded, removes the rust, oil, scum and other impurities within the range of 30-50mm on both sides of the groove, and grinds the groove with an angle grinder until it appears Metallic luster;
[0024] The second step, the step of groove assembly, assembles the grooves of the hydraulic support structural parts to be welded together. When assembling, ensure that the assembly gap is ≤2mm, and the groove angle is 30-40° (cover plate 1, vertical plate 2 and The bottom plate 3 forms a box structure of the hydraulic support structure);
[0025] The third step, the ste...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More