

A method of manufacturing a waist lining hole
A manufacturing method and waist-shaped technology, which is applied in the field of mechanical parts processing, can solve problems such as easy to form snaps, waist-shaped holes for knives, and stuck in injection molds, etc., to achieve the effects of accelerated curing, strong rigidity, and convenient connection
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
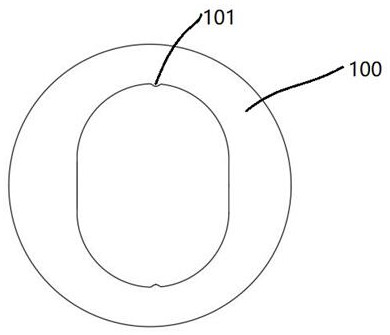
[0038] A method for manufacturing a waist-shaped lining hole, comprising the steps of:
[0039] S1. Clamp the circular metal block by the fixture, and use the alloy drill to turn two through holes with the same diameter on the X axis;
[0040] S2. On the Y axis, mill two through holes with an alloy arc milling cutter to form a waist-shaped lining hole.
[0041] The X-axis uses a titanium-plated 7.0 drill bit with a rotational speed of 1200-1800 rpm; the Y-axis adopts a 7.5 alloy arc milling cutter with a rotational speed of 1000-1500 rpm.
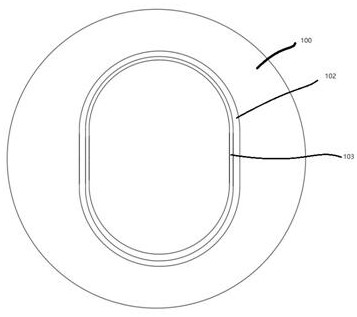
[0042] It also includes carrying out anti-corrosion treatment on the waist-shaped lining hole, and the anti-corrosion treatment steps are as follows:
[0043] S1. Sand the inner wall of the waist lining hole to make the surface roughness reach Ra30;
[0044] S2. Spray glass fiber powder on the inner wall of the waist-shaped lining hole with a high-speed jet machine, so that the inner surface of the waist-shaped lining hole is filled with ...
Embodiment 2
[0058] A method for manufacturing a waist-shaped lining hole, comprising the steps of:
[0059] S1. Clamp the circular metal block by the fixture, and use the alloy drill to turn two through holes with the same diameter on the X axis;
[0060] S2. On the Y axis, mill two through holes with an alloy arc milling cutter to form a waist-shaped lining hole.
[0061] The X-axis uses a titanium-plated 7.0 drill bit with a rotational speed of 1200-1800 rpm; the Y-axis adopts a 7.5 alloy arc milling cutter with a rotational speed of 1000-1500 rpm.
[0062] It also includes carrying out anti-corrosion treatment on the waist-shaped lining hole, and the anti-corrosion treatment steps are as follows:
[0063] S1. Sand the inner wall of the waist lining hole to make the surface roughness reach Ra30;
[0064] S2. Spray glass fiber powder on the inner wall of the waist-shaped lining hole with a high-speed jet machine, so that the inner surface of the waist-shaped lining hole is filled with ...
Embodiment 3
[0078] A method for manufacturing a waist-shaped lining hole, comprising the steps of:
[0079] S1. Clamp the circular metal block by the fixture, and use the alloy drill to turn two through holes with the same diameter on the X axis;
[0080] S2. On the Y axis, mill two through holes with an alloy arc milling cutter to form a waist-shaped lining hole.
[0081] The X-axis uses a titanium-plated 7.0 drill bit with a rotational speed of 1200-1800 rpm; the Y-axis adopts a 7.5 alloy arc milling cutter with a rotational speed of 1000-1500 rpm.
[0082] It also includes carrying out anti-corrosion treatment on the waist-shaped lining hole, and the anti-corrosion treatment steps are as follows:
[0083] S1. Sand the inner wall of the waist lining hole to make the surface roughness reach Ra30;
[0084] S2. Spray glass fiber powder on the inner wall of the waist-shaped lining hole with a high-speed jet machine, so that the inner surface of the waist-shaped lining hole is filled with ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More