

Production method for integrally forming shoes
A production method and footwear technology, applied to footwear, shoemaking machinery, and adhesive shoe parts, etc., can solve the problems of poor wearing comfort and high density, and achieve good wearing comfort, short preparation process, and high efficiency Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
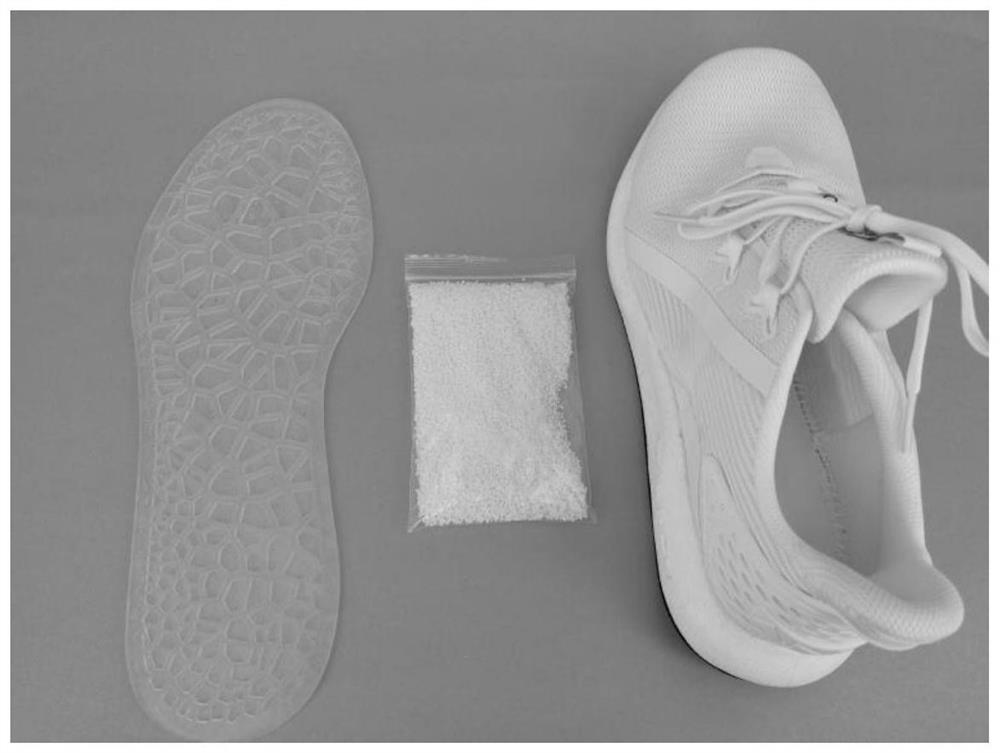
[0045] Through injection molding (injection plastic cylinder temperature 220 ℃, mold temperature 30 ℃), respectively made thermoplastic polyurethane elastomer wear-resistant outsole parts (such as image 3 As shown on the left, hardness 70A, DIN wear resistance ≤ 120mm 3 , dry anti-slip (coefficient of friction) ≥ 0.8, wet anti-slip (coefficient of friction) ≥ 0.5), and functional parts (midsole anti-torsion sheet, hardness 70D). Moreover, the surfaces of the outsole parts and functional parts are coated with ethylene / vinyl alcohol copolymer (melt index: 0.8g / 10min, 190°C, 2.16kg; melting point: 181°C) film.
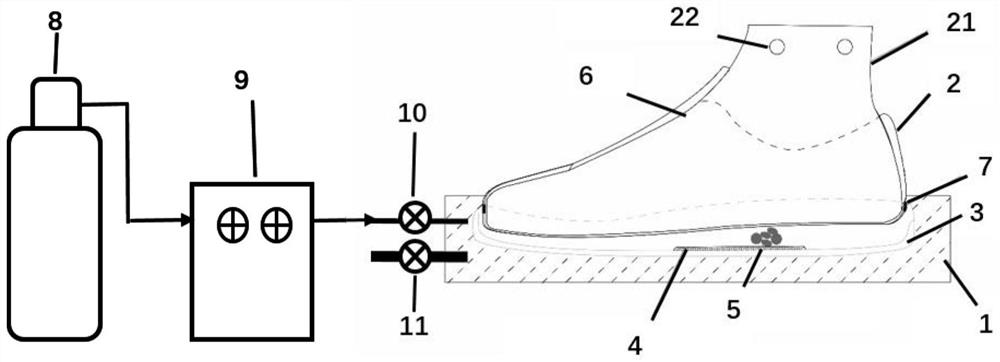
[0046] According to the design requirements, put the above-mentioned outsole parts and functional parts into the shoe mold cavity; put 105g of thermoplastic polyurethane elastomer particles (hardness 87A, Vicat softening point temperature is 79 ℃; image 3 The material in the middle is thermoplastic elastomer particle foam (that is, the sample after foaming) into the mo...
Embodiment 2
[0049] Through injection molding (injection plastic cylinder temperature 220 ℃, mold temperature 30 ℃), respectively made thermoplastic polyurethane elastomer wear-resistant outsole parts (such as image 3 As shown on the left, hardness 70A, DIN wear resistance ≤ 120mm 3 , dry anti-slip (coefficient of friction) ≥ 0.8, wet anti-slip (coefficient of friction) ≥ 0.5), and functional parts (midsole anti-torsion sheet, hardness 70D). Moreover, the surfaces of the outsole parts and functional parts are covered with polyvinyl alcohol film (melt index: 0.8g / 10min, 190°C, 2.16kg; melting point: 181°C).
[0050] According to the design requirements, put the above-mentioned outsole parts and functional parts into the shoe mold cavity; put 105g of thermoplastic polyurethane elastomer particles (hardness 87A, Vicat softening point temperature is 79 ℃) into the mold cavity; put the shoes Put the top into the shoe last, and the bottom of the shoe upper is covered with a polyvinyl alcohol f...
Embodiment 3
[0053] Through injection molding (injection plastic cylinder temperature 210 ℃, mold temperature is 30 ℃), respectively made thermoplastic polyester elastomer wear-resistant outsole parts (such as image 3 As shown on the left, hardness 30D, DIN wear resistance ≤ 120mm 3 , dry anti-slip (coefficient of friction) ≥ 0.8, wet anti-slip (coefficient of friction) ≥ 0.5), and functional parts (midsole anti-torsion sheet, hardness 60D). Moreover, the surfaces of the outsole parts and functional parts are coated with ethylene / vinyl alcohol copolymer (melt index: 0.8g / 10min, 190°C, 2.16kg; melting point: 181°C) film.
[0054] According to the design requirements, put the above-mentioned outsole parts and functional parts into the shoe mold cavity; put 76g of thermoplastic polyester elastomer particles (hardness 85A, Vicat softening point temperature is 83 ℃) into the mold cavity; Put the upper into the shoe last, and the bottom of the upper is covered with an ethylene / vinyl alcohol co...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Vicat softening point | aaaaa | aaaaa |
| melt flow index | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More