

Method for welding hydraulic support fillet weld through robot in large fusion depth mode
A technology for hydraulic supports and fillet welds, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of small effective penetration depth of welds, increased welding workload, and low welding efficiency, etc., and achieves good fusion effects, The effect of improving welding efficiency and quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0017] The technical solutions of the present invention will be further described in detail below through specific embodiments.
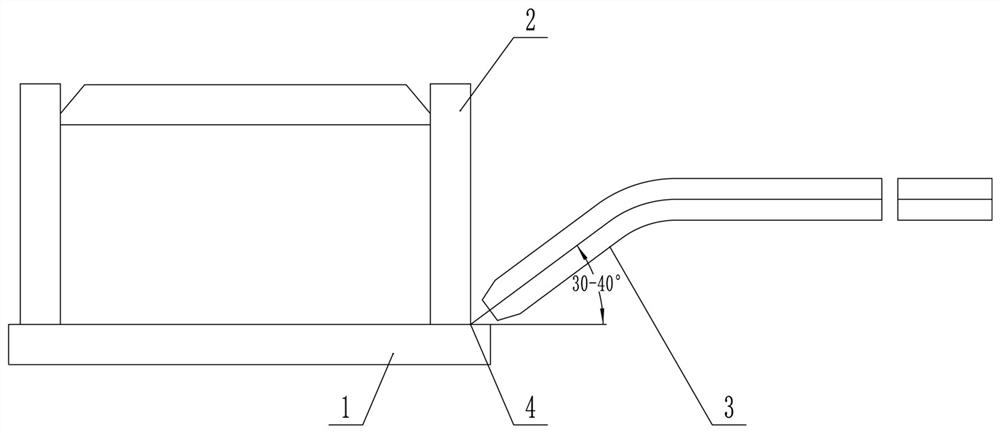
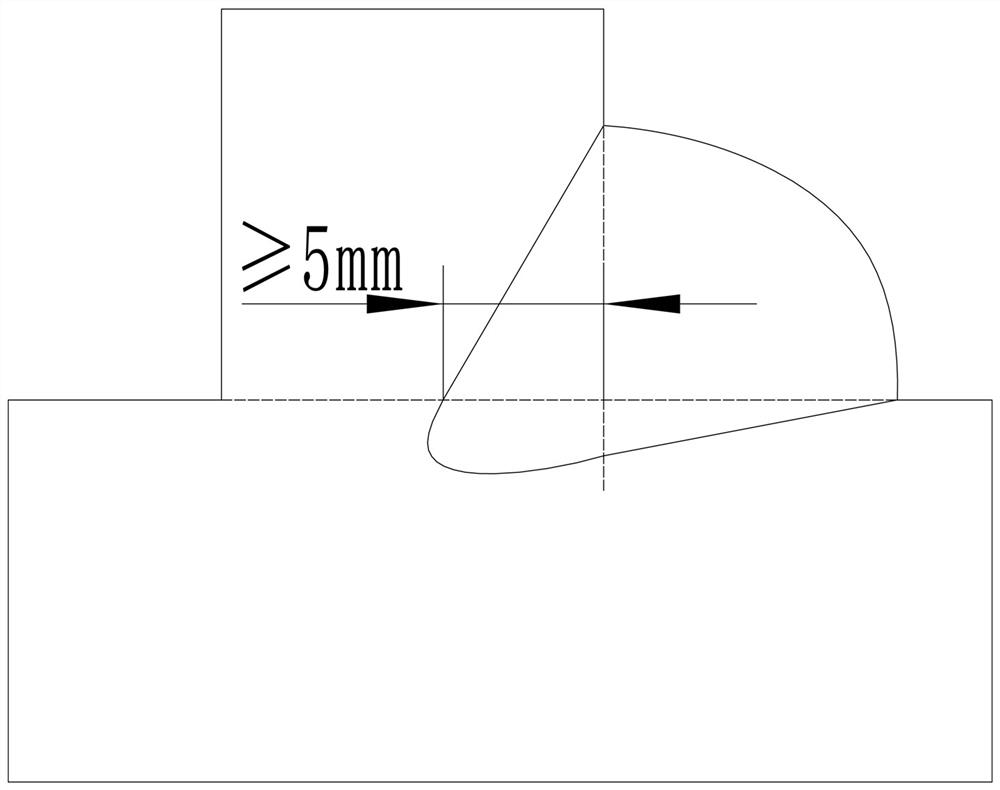
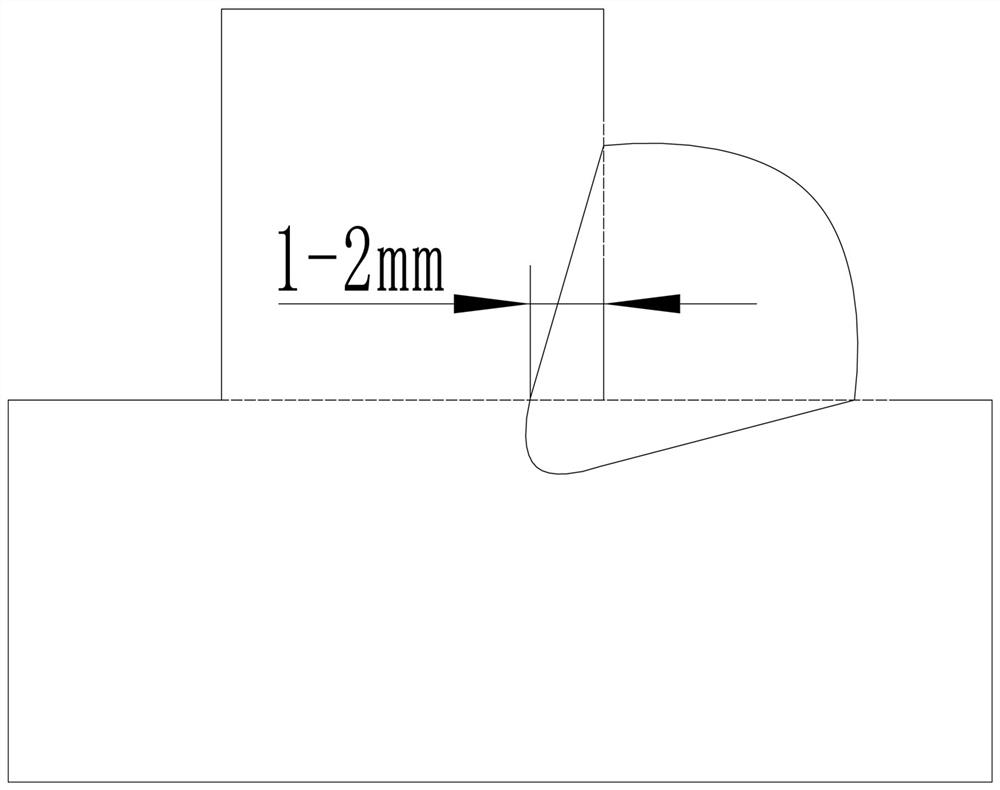
[0018] like Figure 1-3 As shown in the figure, a method for welding a fillet weld of a hydraulic support with a large penetration depth of a robot comprises the following steps:
[0019] The first step is to remove impurities such as rust, oil, scum and other impurities located on both sides of the fillet weld 4 on both sides of the bottom plate 1 and the vertical plate 2, and use an angle grinder to grind the groove until a metallic luster appears;
[0020] The second step, splicing the bottom plate 1 and the vertical plate 2 into a fillet weld 4;
[0021] The third step is to perform spot welding on the assembled fillet weld 4, the height of the spot weld is less than 5mm, the length is 40-60mm, the interval is 300-500mm, and the spot weld is evenly distributed with weld beads;
[0022] The fourth step is to perform offline programming or on-si...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More