

Strain-induced semi-solid multi-point die pressing forming process for aerospace titanium alloy plate
An aerospace and strain-induced technology, which is applied in the field of hot forming of titanium alloy parts, can solve problems such as inability to complete high-efficiency production, inability to form spheroidized structures, and prone to springback deformation, so as to improve the overall forming performance index and save processing equipment Cost, the effect of realizing flexible manufacturing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be further described in detail below in conjunction with the accompanying drawings.
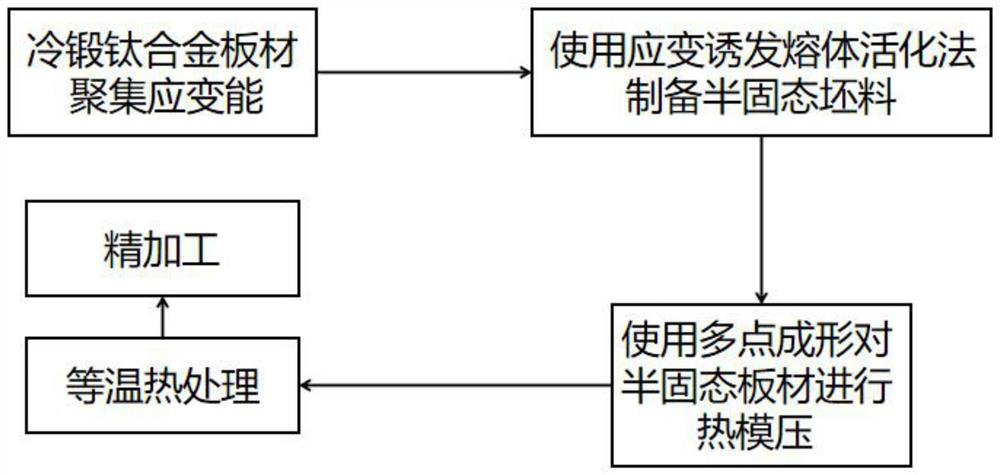
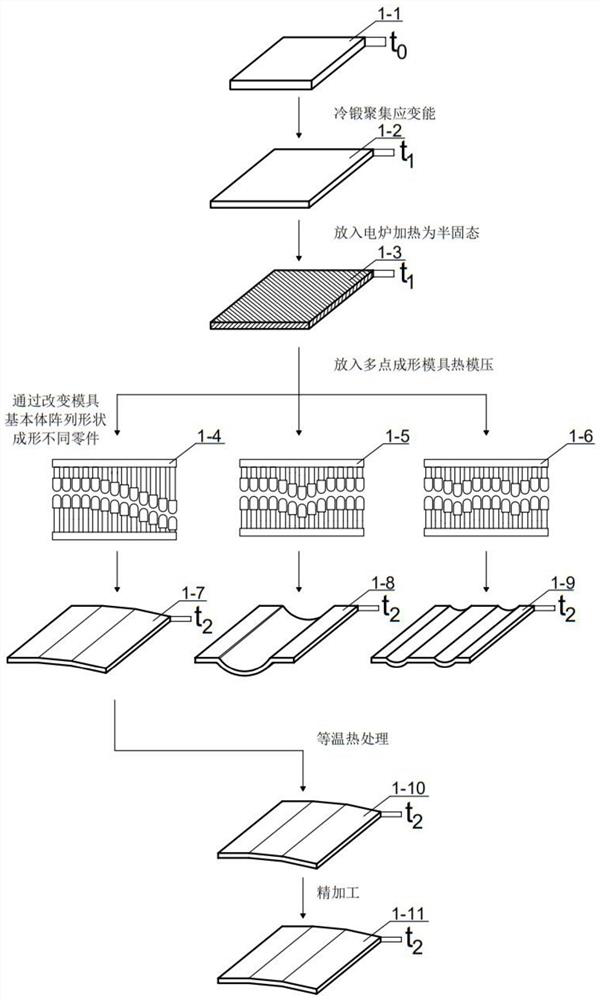
[0022] refer to figure 1 and figure 2 , a strain-induced semi-solid multi-point compression molding process for aerospace titanium alloy sheets, including the following steps:
[0023] 1) Preliminary forming of the plate: the thickness of the first preparation for aerospace is t 0 The original titanium alloy sheet 1-1, using a press to cold forge the original titanium alloy sheet 1-1, so that the wall thickness is reduced to t 1 , through the cold working process to obtain the aggregated strain energy titanium alloy plate 1-2;
[0024] 2) Preparation of semi-solid plates: Put the accumulated strain energy titanium alloy plates 1-2 into an induction heating furnace for heating and heat preservation treatment, and then use the strain-induced melt activation method to prepare semi-solid blanks, and control the heating temperature to be semi-solid of titanium...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More