Forming process of combined and re-fused injection molded part with metal insert
A metal insert and molding process technology, applied in the field of metal insert plastic part molding process, can solve the problems of incomplete plastic cladding metal, slow injection molding speed, affecting mold temperature, etc., to improve product quality and product molding. The effect of improving the speed, plastic injection speed, and improving molding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
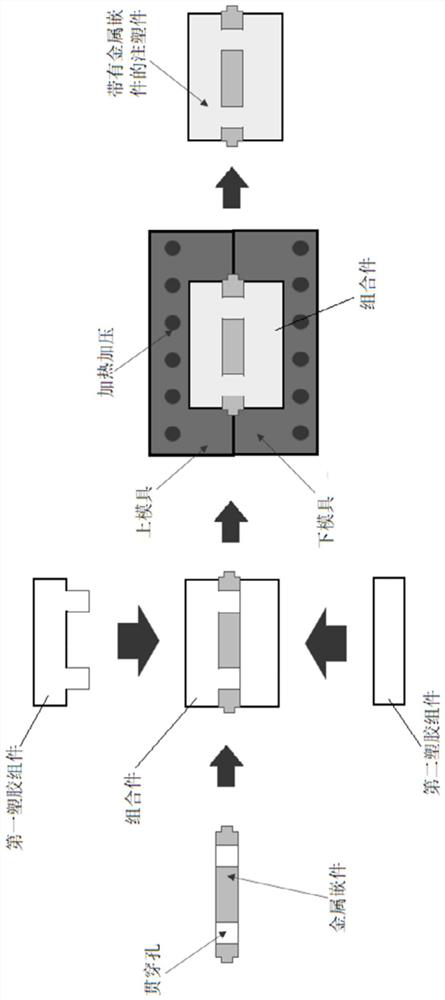
[0023] Please refer to figure 2 , the present embodiment is a combined and refused injection molding process with metal inserts, which includes the following steps:
[0024] 1) Injection molding the first plastic component;
[0025] 2) Injection molding the second plastic component, the second plastic component is assembled with the first plastic component to form a storage cavity that can accommodate the metal insert;
[0026] 3) Combining the metal insert with the first plastic component and the second plastic component to form an assembly, and the assembly is consistent with the shape of the designed product;
[0027] 4) The assembly is heated and pressurized in the mold, so that the contact surfaces of the first plastic component and the second plastic component are fused to form an integral part, and an injection molded part with a metal insert is obtained after cooling.
[0028] The molding plastic of the first plastic component and the second plastic component is the...
Embodiment 2
[0036] This embodiment is a combined and refused injection molded part molding process with metal inserts, which includes the following steps:
[0037] 1) Injection molding the first plastic component;
[0038] 2) Injection molding the second plastic component;
[0039] 3) Injection molding the third plastic component, the third plastic component, the second plastic component and the first plastic component are combined and assembled to form a storage cavity that can accommodate the metal insert;
[0040] 3) Combining the metal insert with the first plastic component, the second plastic component, and the third plastic component to form an assembly, and the assembly is consistent with the shape of the designed product;
[0041] 4) Heat and press the assembly in the mold, so that the contact surfaces between the first plastic component, the second plastic component and the third plastic component are fused to form a whole, and a metal Injection molded parts for inserts.
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap