

GH3230 nickel-based high-temperature alloy material, method for eliminating selective laser melting forming microcracks and application of GH3230 nickel-based high-temperature alloy material
A technology of GH3230 and nickel-based superalloy, which is applied in the direction of additive processing, additive manufacturing, etc., to achieve the effect of simple doping method, improved bearing capacity and strong practicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0045] In this embodiment, a method for eliminating microcracks in laser selective melting forming GH3230 nickel-based superalloy is provided, including the following steps:
[0046] The specific preparation method is as follows:
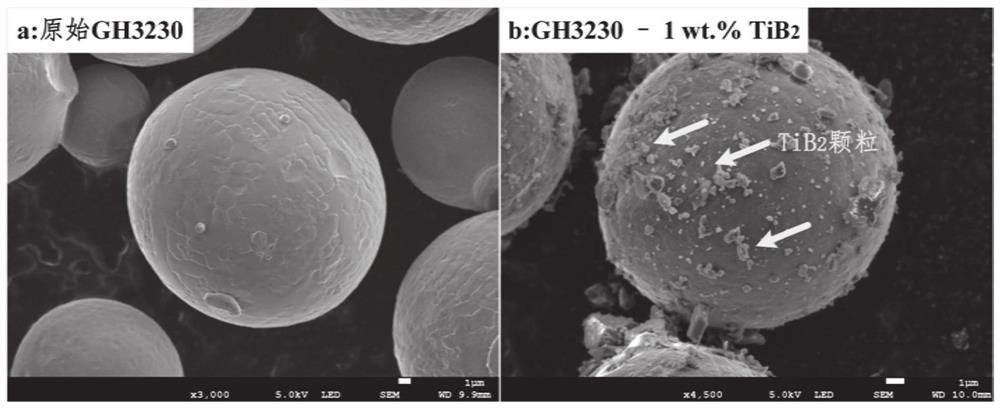
[0047] (1) Select GH3230 powder with an average particle size of 28.2μm and TiB with an average particle size of 500nm 2 Powder, according to the mass ratio of 99:1, prepared to contain 1.0wt.%TiB 2 composite powder.
[0048] (2) Then carry out double-centrifugal high-speed mixing and stirring for the composite powder, the mixing speed is 1500rpm, each time is 1 minute, after each mixing, cool for 20 minutes before the next mixing, until the powder is evenly mixed and there is no obvious agglomeration.
[0049] (3) Use the ConceptLaserMlab 200R metal additive manufacturing equipment to perform SLM forming on the composite powder obtained in the previous step. The detailed process parameters are as follows: laser power 190W, scanning speed 800mm / s,...
Embodiment 2
[0051] In this embodiment, a method for eliminating microcracks in laser selective melting forming GH3230 nickel-based superalloy is provided, including the following steps:
[0052] The specific preparation method is as follows:
[0053] (1) Select GH3230 powder with an average particle size of 35 μm and TiB with an average particle size of 800 nm 2 powder, respectively according to the mass ratio of 98.5:1.5, prepared to contain 1.5wt% TiB 2 composite powder.
[0054] (2) Then carry out double-centrifugal high-speed mixing and stirring for the composite powder, the mixing speed is 1500rpm, each time is 1 minute, after each mixing, cool for 20 minutes before the next mixing, until the powder is evenly mixed and there is no obvious agglomeration.
[0055] (3) Use the ConceptLaserMlab 200R metal additive manufacturing equipment to perform SLM forming on the composite powder obtained in the previous step. The detailed process parameters are as follows: laser power 200W, scanni...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More