

Preparation method of large-size TC17 titanium alloy beta-forged blisk forge piece
A TC17, integral blisk technology, applied in metal processing equipment, forging/pressing/hammering machinery, manufacturing tools, etc., can solve the problems of high production cost, tensile strength can not meet design requirements, high mold cost, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0041] Billet: α+β type two-phase titanium alloy, for example: titanium alloy with Chinese material grade TC17.
[0042]Step 1: The temperature at the phase transition point of the TC17 titanium alloy bar used is 900°C as measured by HB 6623.2.
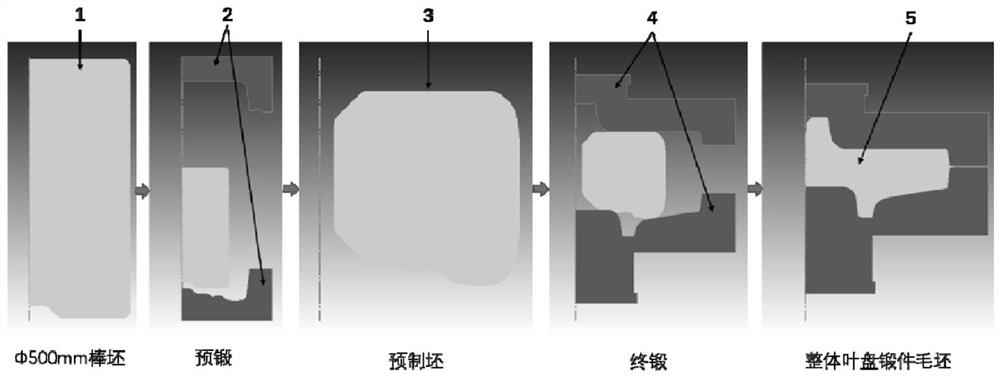
[0043] Step 2: If figure 1 As shown, the TC17 titanium alloy Φ500mm bar is blanked according to the double size (645mm) and processed into a bar blank 1 with positioning holes. After the bar blank 1 is preheated to 50°C, Ti-5 glass lubricant is sprayed on its surface. The end of the billet 1 with the positioning hole faces down and is heated to 860°C, and the holding time is calculated based on the effective section thickness of the billet 1 of 0.6min / mm.
[0044] Step 3: Preheat the upper and lower pre-forging cavity molds at 2 to 350°C, spray lubricant on the cavity of the mold 2, transfer the billet 1 heated in step 2 to the lower pre-forging cavity mold and quickly complete the positioning, and place the billet on the The end su...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More