

Inner and outer edge double-station punching die and punching process thereof
A punching die and double-station technology, which is applied in the field of punching dies with inner and outer edge double-stations and its punching process, can solve the problems of power consumption, inconsistent specifications and sizes, and reduce production efficiency, so as to reduce the use cost and avoid Effect of position shift and improvement of punching efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
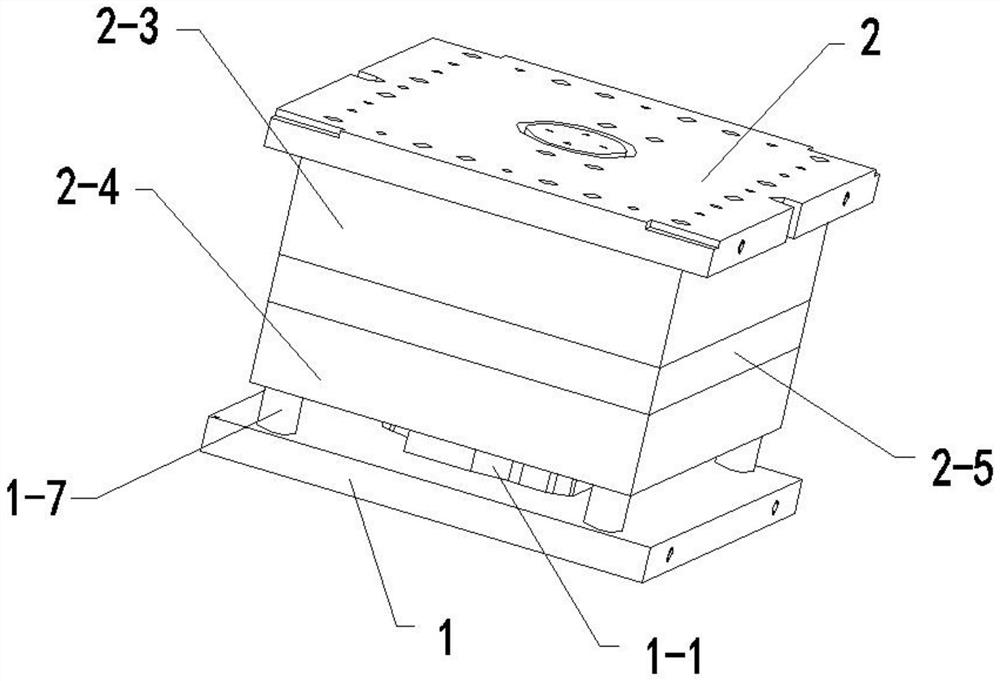
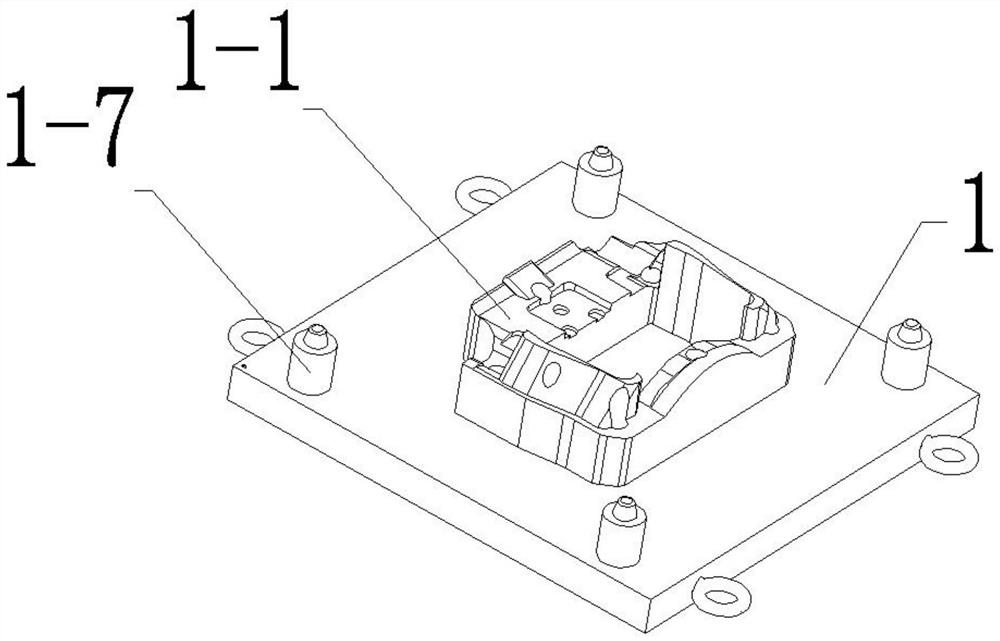
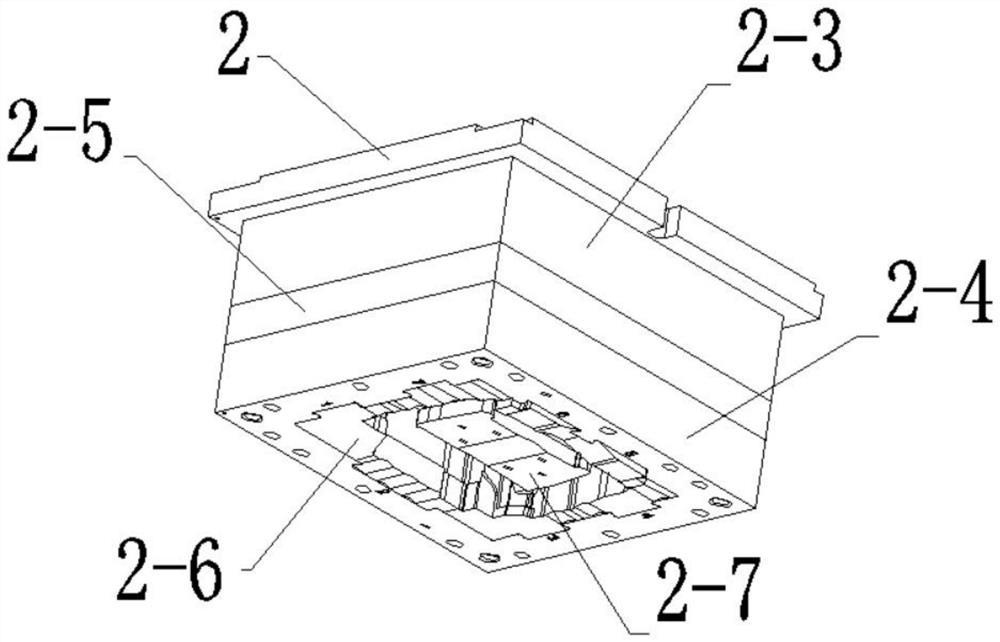
[0061] Please refer to Figure 1-3 , in an embodiment of the present invention, a punching die with inner and outer edges and a punching process thereof, including a bottom plate of the lower die 1, a guide post 1-7, a guide sleeve 2-4, a positioning block 1-1 of the lower die, Upper mold bottom plate 2, connecting plate 2-1, pressure bar 2-21, support plate 2-3, middle plate 2-5, knife block 2-6, punch 2-7, the top of lower mold bottom plate 1 is equipped with Die positioning block 1-1, guide posts 1-7 are respectively installed at the four corners of the bottom plate 1 top of the lower mold, guide sleeves 2-4 are respectively installed at the four corners of the bottom plate 1 of the upper mold, and the guide sleeves 2-4 is used in conjunction with the guide column 1-7; the bottom of the upper mold bottom plate 2 is equipped with a support plate 2-3, and the bottom of the support plate 2-3 is equipped with an intermediate plate 2-5, and the intermediate plate 2 The middle p...
Embodiment 2
[0071] Please refer to Figure 4-5 , in an embodiment of the present invention, a punching die with inner and outer edges and a punching process thereof, further comprising a lower mold double-station positioning block 1-3, and the lower mold double-station positioning block 1-3 is installed on the lower On the top of the mold bottom plate 1, a blanking groove 1-2 is provided inside the bottom mold bottom plate 1, and the blanking groove 1-2 is set on the lower side of the double-station positioning block 1-3 of the bottom mold;
[0072] Specifically, this example replaces the bottom plate 1 of the lower mold and the positioning block 1-1 of the lower mold in Embodiment 1, and is used in combination with Embodiment 1;
[0073] Specifically, the burrs punched by the knife block 2-6 are discharged from the blanking trough 1-2, realizing the collection of burr waste;
[0074] Specifically, this embodiment is used for punching small caliper double-station castings, which can punc...
Embodiment 3
[0083] Please refer to Figure 6 , in an embodiment of the present invention, a punching die with inner and outer edge double stations and its punching process, the lower die backing plate 1-4 is installed on the bottom plate of the lower die, and the backing plate 1-4 of the lower die The top is equipped with positioning blocks 1-5 of the large bracket of the lower die;
[0084] Specifically, this embodiment replaces the bottom plate 1 of the lower mold and the positioning block 1-1 of the lower mold in the first embodiment, and is used in combination with the first embodiment;
[0085] Specifically, this embodiment is for punching of large bracket castings;
[0086] Specifically, the large bracket positioning block of the lower mold in this embodiment is used for the positioning of the large bracket casting;
[0087] A double-station punching die for inner and outer edges and its punching process. The specific punching process of large bracket castings is as follows:
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More