MES data verification method and MES terminal
A verification method and data technology, applied in the field of MES terminal, MES data verification, can solve the problems of product production interruption, complex data, product quality cannot be well guaranteed, etc., to improve accuracy, improve production efficiency and product quality. quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0073] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
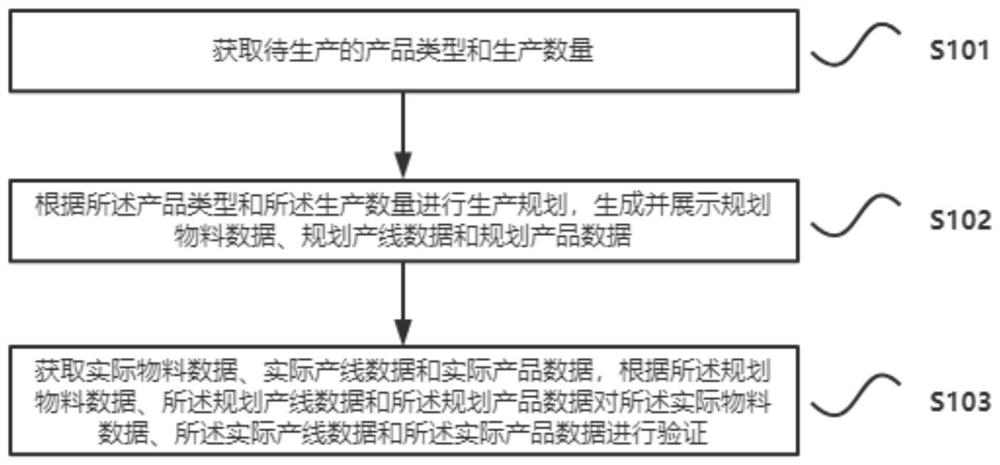
[0074] It is understandable that in the existing technology, the planning and verification of the product production process is usually performed manually by the employees of the production line. Since the data that needs to be planned and verified is too large and complex, the manual planning and verification is often difficult. There are many mistakes, which lead to frequent interruption of product production, and product quality cannot be well guaranteed.
[0075] In order to solve the above problems, the embodiment of the present invention obtains the product type and production quantity to be ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



