

Welding method for 12Cr1MoV and 07Cr19Ni 11Ti dissimilar steel
A technology of 07cr19ni11ti and welding method, which is applied in welding equipment, welding/welding/cutting items, arc welding equipment, etc., can solve the problems of reducing the reliability of welding structure and damage of fusion zone, so as to ensure the quality of installation welding and reduce the line energy , Accurately define the effect of welding steps
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
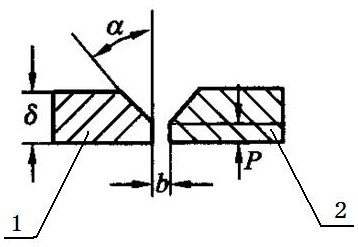
[0029] A kind of 12Cr1MoV and 07Cr19Ni11Ti, its composition comprises: dissimilar steel A, dissimilar steel B, the matching gap b between the dissimilar steel A and the dissimilar steel B is 2.0-3.0mm, and the groove angle α is 30°-35° , the blunt edge Р is 1.5-2.0mm, the pipe thickness δ is 5mm, the welding wire is TGS-347 welding wire, the diameter of the welding wire is 2.4mm, the welding is assembled in a free state, and manual tungsten argon arc welding is used. Wire welding method, when the argon gas inside the pipeline is filled and stable, the root layer welding is performed, and the temperature between each layer is controlled to ≯350°C;
[0030] The welding method comprises the following steps: firstly, machining the grooves on the base metal side of dissimilar steel A and dissimilar steel B, and cleaning the groove surface and the outer walls within 10 mm on both sides of the base metal, i.e. oil, paint, rust, and dirt are cleaned until give off a metallic luster; ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More