

Manufacturing process of sand core of precoated sand for coupler knuckle of locomotive coupler
A manufacturing process and technology of coated sand, applied in manufacturing tools, cores, molding machines, etc., can solve the problems of inability to judge whether the sand core is qualified, low core-making efficiency, sand inclusion, etc., to save waste loss and defective products Saving costs, improving productivity and quality, reducing casting defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
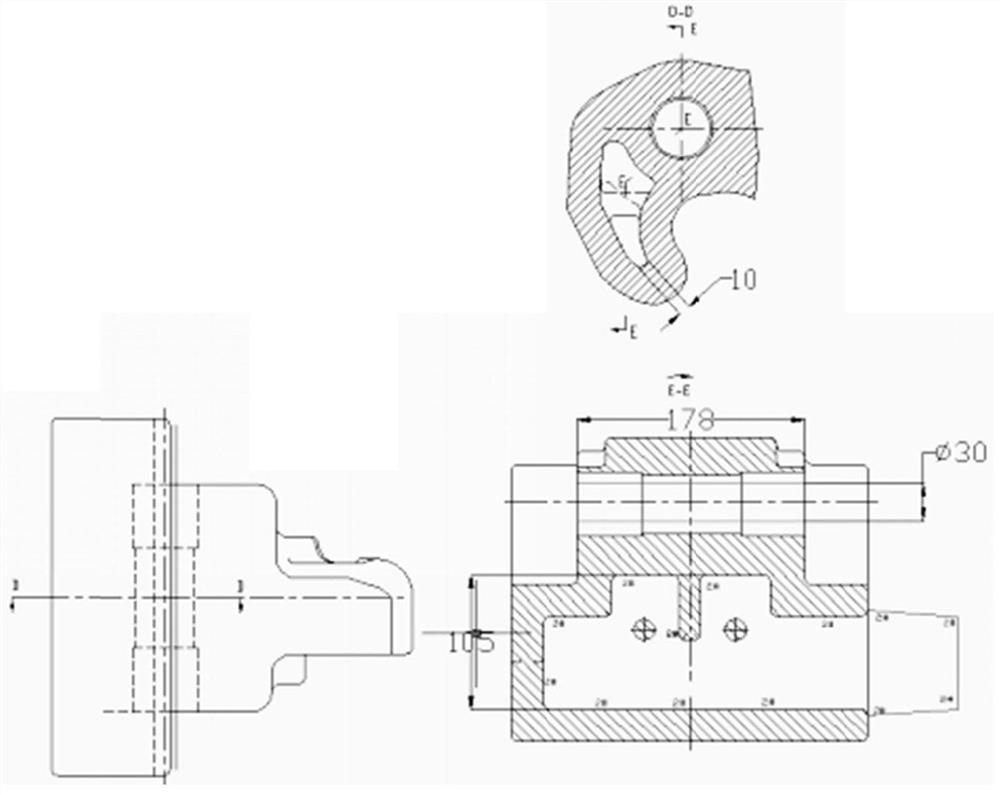
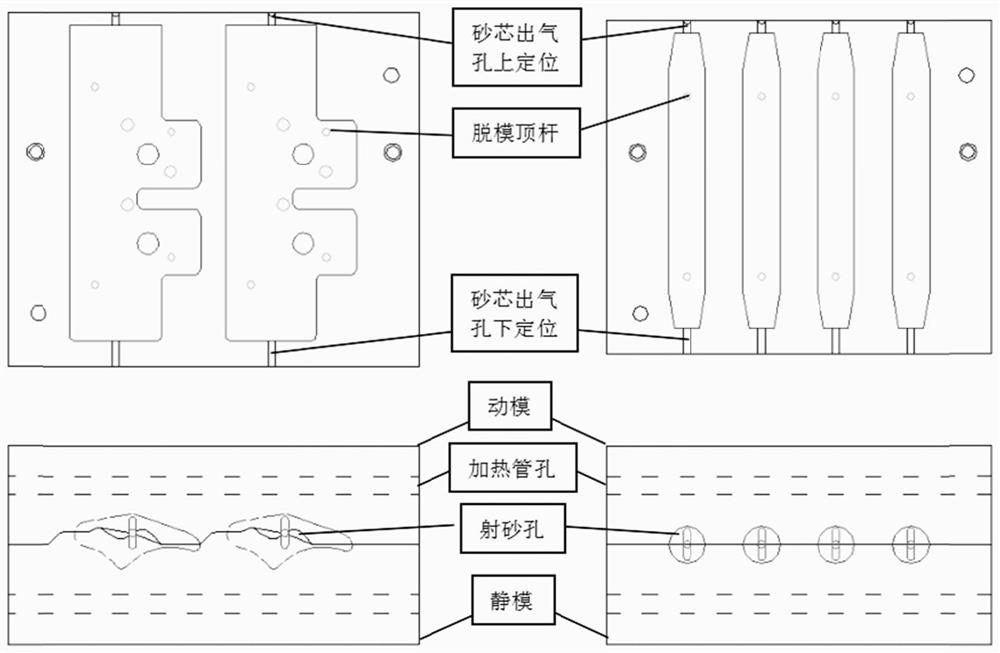
[0042] Manufacturing process of coated sand core for locomotive coupler knuckle, including:
[0043] Step 1. Determine the core making process of the hot core box: In view of the long hardening time of the alkali phenolic resin self-setting sand, the hot core box process is used in the knuckle core making method, and the core making material is coated sand;
[0044] Based on the analysis of the working condition of the knuckle sand core during pouring, the main parameter requirements of the coated sand are proposed as follows:
[0045] a. Refractoriness: ≥1600℃;
[0046] b. SiO2 content: >98%;
[0047] c. Bending strength at room temperature: ≥8.0MPa;
[0048] d. Hot bending strength: 2.5-5.0MPa;
[0049] e. Ignition loss: ≤2.5%;
[0050] f. Melting point: 90°C-110°C;
[0051] g. Particle size: 70 mesh - 140 mesh, concentration rate of adjacent three sieves ≥ 80%;
[0052] h. Average fineness: 65-75;
[0053] i. Gas output: ≤25ml / g, 1000℃±5℃, 3min.
[0054] Step 2. Des...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More