

Manufacturing process of anti-injury reinforced anesthesia catheter
An anesthesia catheter and manufacturing process technology, applied in the field of medical devices, can solve problems such as contact, achieve the effect of firm combination, strong anti-bending ability, and increase the success rate of catheterization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
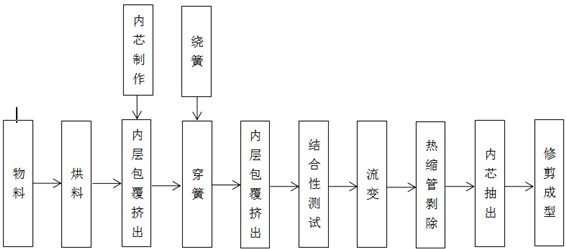
[0031] (1) Baking material: drying polymer plastics at a drying temperature of 100°C and a drying time of 4 hours;
[0032] (2) Inner core production: choose high temperature resistant elastic material, extrude it into a solid tube with a diameter of 0.50mm, as the inner core;
[0033] (3) Inner layer coating extrusion: For the inner layer coating material obtained in steps (1) and (2), select a T-shaped machine head, and feed the inner core from the rear of the machine head along the discharge direction of the machine head. The side of the machine head is fed into the molten material through the rotation of the extruder host screw, the inner core and the material are combined in the die, and then the pipe is drawn through vacuum sizing, cooling, transmission, and forming into a disk to obtain the inner layer coating extruded Out of the tube;
[0034] (4) Winding spring: Select a steel wire with a wire diameter of 0.05-0.10mm, and form the spring through a spring winding mach...
Embodiment 2
[0040] (1) Drying material: drying the material, the drying temperature is 100°C, and the drying time is 4 hours;
[0041] (2) Inner core production: choose high temperature resistant elastic material, extrude it into a solid tube with a diameter of 0.50mm, as the inner core;
[0042](3) Inner layer coating extrusion: For the inner layer coating material obtained in steps (1) and (2), select a T-shaped machine head, and feed the inner core from the rear of the machine head along the discharge direction of the machine head. The side of the machine head is fed into the molten material through the rotation of the extruder host screw, the inner core and the material are combined in the die, and then the pipe is drawn through vacuum sizing, cooling, transmission, and forming into a disk to obtain the inner layer coating extruded Out of the tube;
[0043] (4) Winding spring: Select a steel wire with a wire diameter of 0.05-0.10mm, and form the spring through a spring winding machin...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Wire diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More