

Thick-wall high-strength steel double-sided submerged arc welding method for dynamic load occasion
A double-sided submerged arc and welding method technology, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problem of uniform and smooth transition of unfavorable welding toes, unclear batch application prospects, and poor spreadability of welding beads on the cover surface, etc. problems, to achieve uniform weld bead spreading, ensure dynamic fatigue performance, and eliminate welding residual tensile stress
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
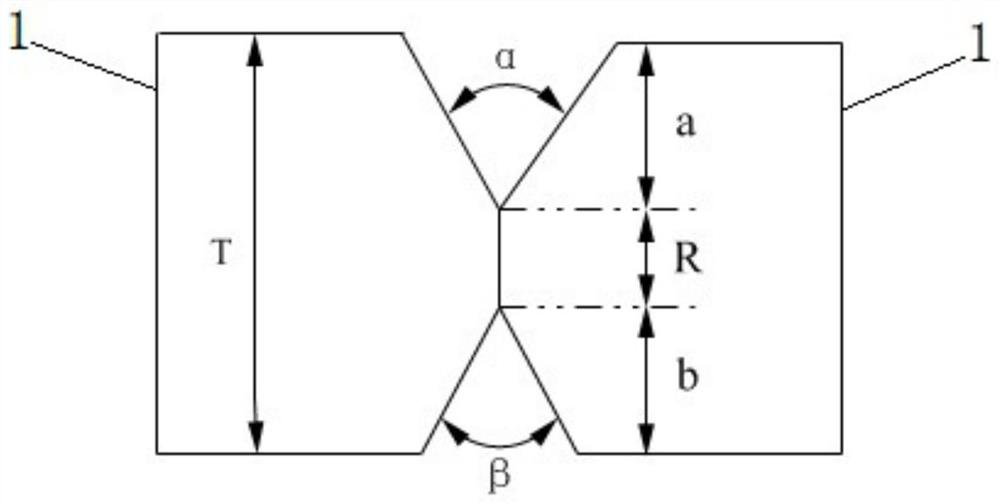
[0059] A typical hot-rolled Q550E steel plate with a wall thickness of 20 mm is selected for butt joints, the lower groove is single-wire submerged arc welding, and the upper groove is double-wire submerged arc welding, and a single forming double-sided welding is completed, thereby obtaining Example 1~ 4. Carry out the welding joint fatigue verification test on them, and verify the feasibility of the welding method of the present invention in ensuring the fatigue performance of the welded joint by comparing with the fatigue performance level of the Q345B welded joint commonly used in the current dynamic load service occasions.
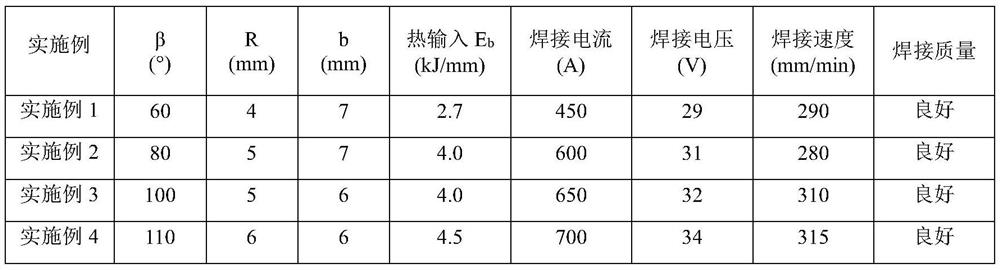
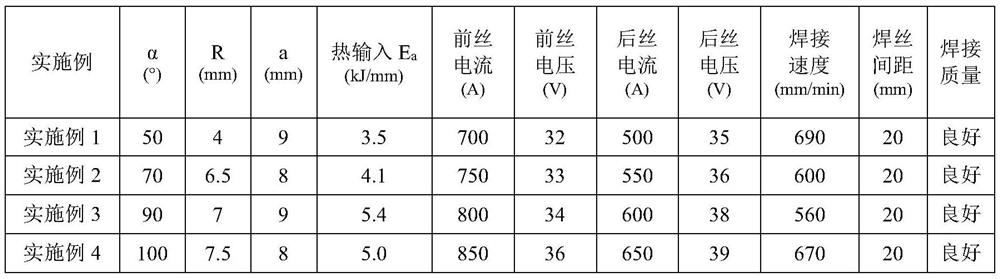
[0060] Table 1 lists the specific down-groove dimensions, single-wire submerged arc welding process parameters and obtained welding quality of Examples 1-4, and Table 2 lists the specific up-groove dimensions, double-wire submerged arc welding of Examples 1-4 Arc welding process parameters and the resulting weld quality. Among them, the diameter of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More