

Railless walking single-pass full-penetration arc welding equipment and method
A full penetration and arc welding technology, applied in the field of welding devices, can solve the problems of difficult assembly and disassembly of backing pads, complex equipment, poor sensing reliability, etc., to avoid welding seam tracking technology, reduce production costs, and weld process reliable results
Inactive Publication Date: 2004-07-28
张绍彬
View PDF0 Cites 0 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
But in practical application, especially for very long welds, it is very difficult to assemble and disassemble the backing pad
Obviously, the production efficiency of this technology is low. In addition, the automatic welding equipment of large metal structural parts generally needs guide rails for welding.
At present, the automatic seam tracking technology is not mature enough, the reliability of the sensor is poor, and the automatic tracking accuracy is low, which affects the quality of welding.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment 2
[0039] Example 2 of the welding method using the welding device of the present invention: using the device of the present invention, the submerged arc welding process is used to perform full penetration butt welding without processing the groove or processing the groove to reserve a weld gap.
Embodiment 3
[0040] Example 3 of the welding method using the welding device of the present invention: using the welding device of the present invention, using the flux-cored wire gas shielding or self-shielding welding process method, the butt weld seam back sealing is performed under the condition that the weld seam gap is reserved for processing the groove.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
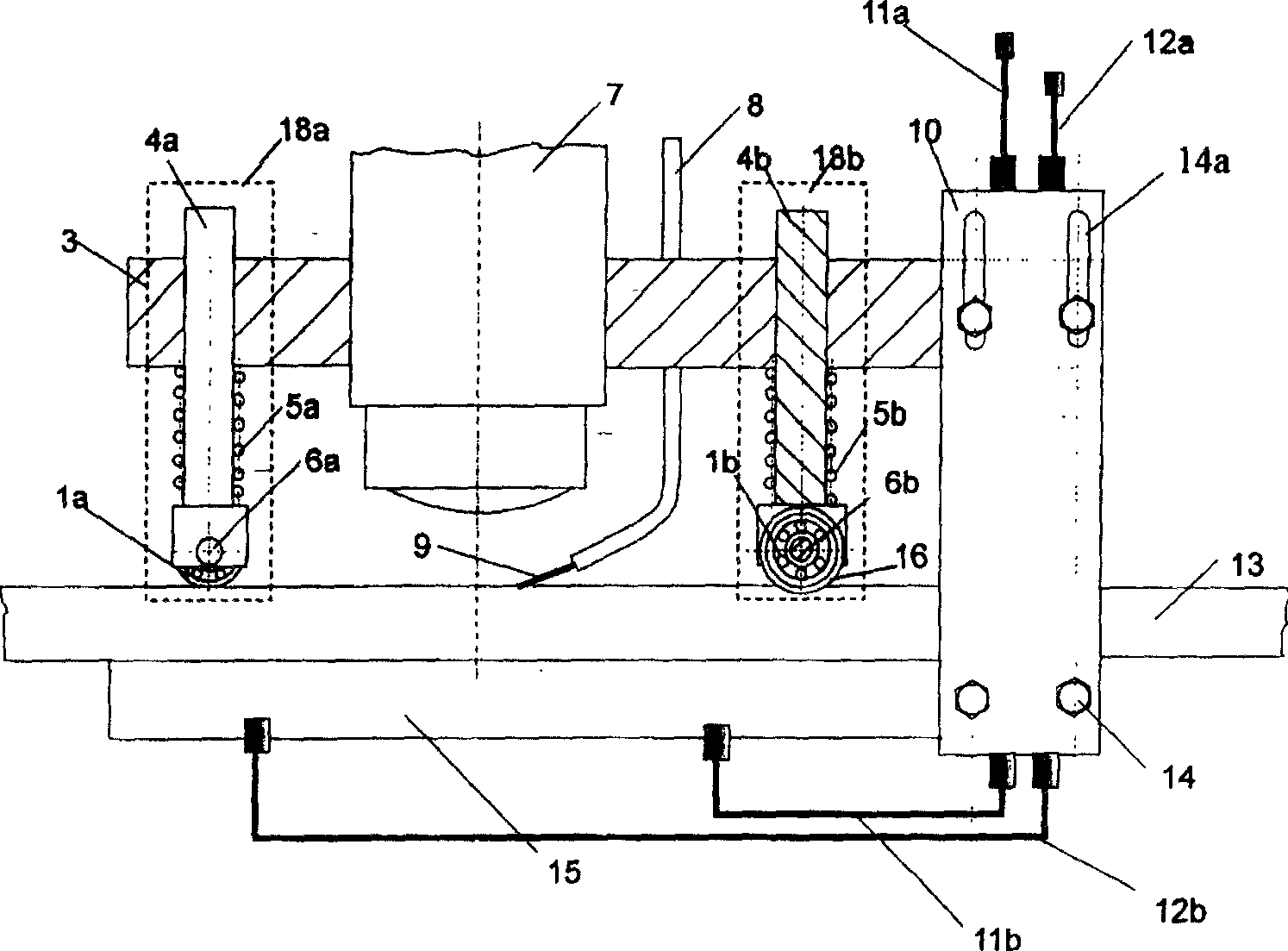
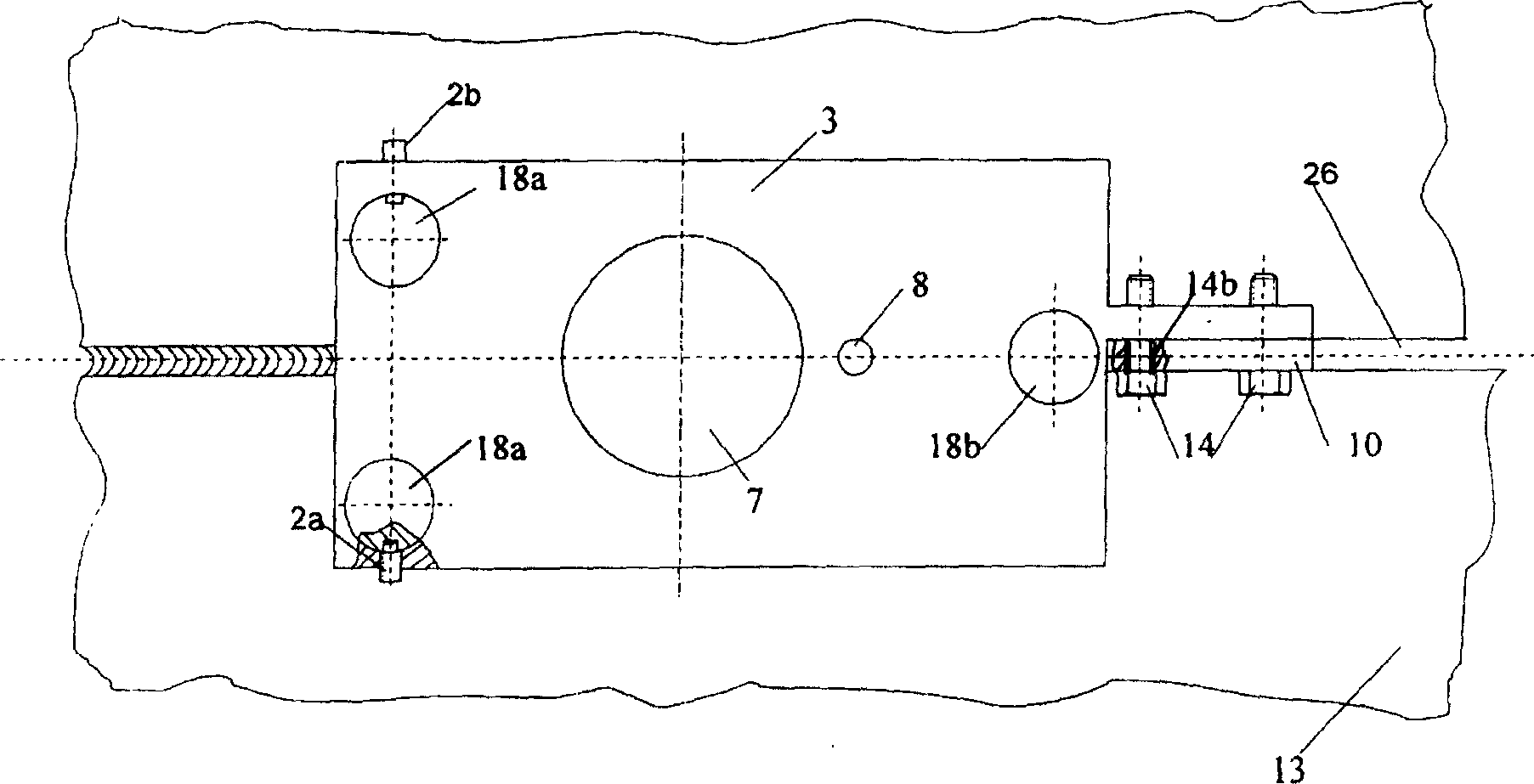
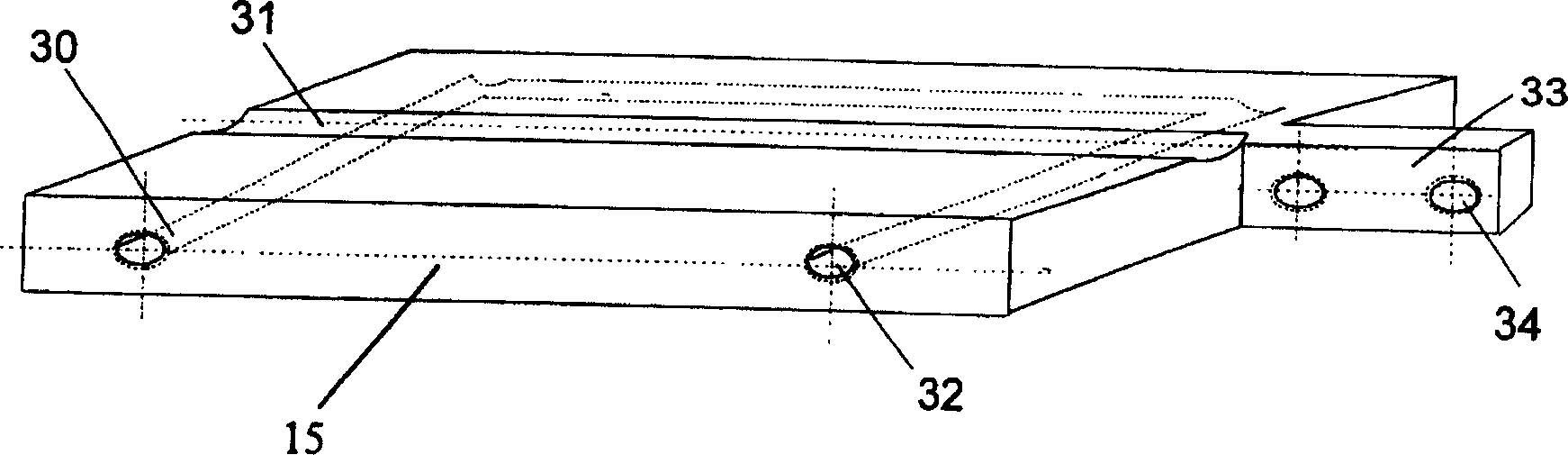
A single-pass full-fusion arc welding equipment includes metal connecting plate, backing pad, welding wire, welding device, metal fixing plate, guide wheel mechanism and two-rolling supporting wheel mechanisms and driving mechanisms, the metal connecting plate is perpendicularly placed into the preset weld gap of metal to be welded, on the supporting shaft of the described rolling supporting wheel mechanism and guide wheel mechanism three pressure springs are respectively mounted by the action of these springs the metal to be welded and the backing pad and be held in tight contact. This invention is adoptable to the plasma welding and gas shielded welding processes, and is suitable for automatic single-pass welding or manual single-pass welding in large metal plate structures, and its welding quality is high.
Description
technical field [0001] The invention relates to a welding device and method, in particular to an arc welding device and method. Background technique [0002] In the current welding production, in order to ensure the full penetration and welding quality of the butt welds of large metal structural parts, the welding technology of processing groove multi-pass welding is generally used. When arc welding processing conditions permit, welding can also be performed from both sides of the weld. For example, for a butt weld of a 10mm thick steel plate, if gas metal arc welding is used, two or three passes are generally required to ensure the formation and penetration of the front and back welds. For submerged arc welding, if the back liner is not used, usually, the back cover welding is performed by gas metal arc welding first, and then the cover welding is performed by submerged arc welding. Obviously, the production efficiency of this multi-pass welding processing technology is l...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityPatents(China)
IPC IPC(8): B23K9/12
Inventor张绍彬孙栋张俊龙
Owner张绍彬