

Short flow path manufacturing method of heavy rail
A manufacturing method and a short-process technology, applied in the direction of metal rolling, etc., can solve problems such as high burning loss rate, ineffective correction equipment, and improve the quality of heavy rails, so as to reduce land occupation and facilities, save equipment and investment, The effect of shortening the process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
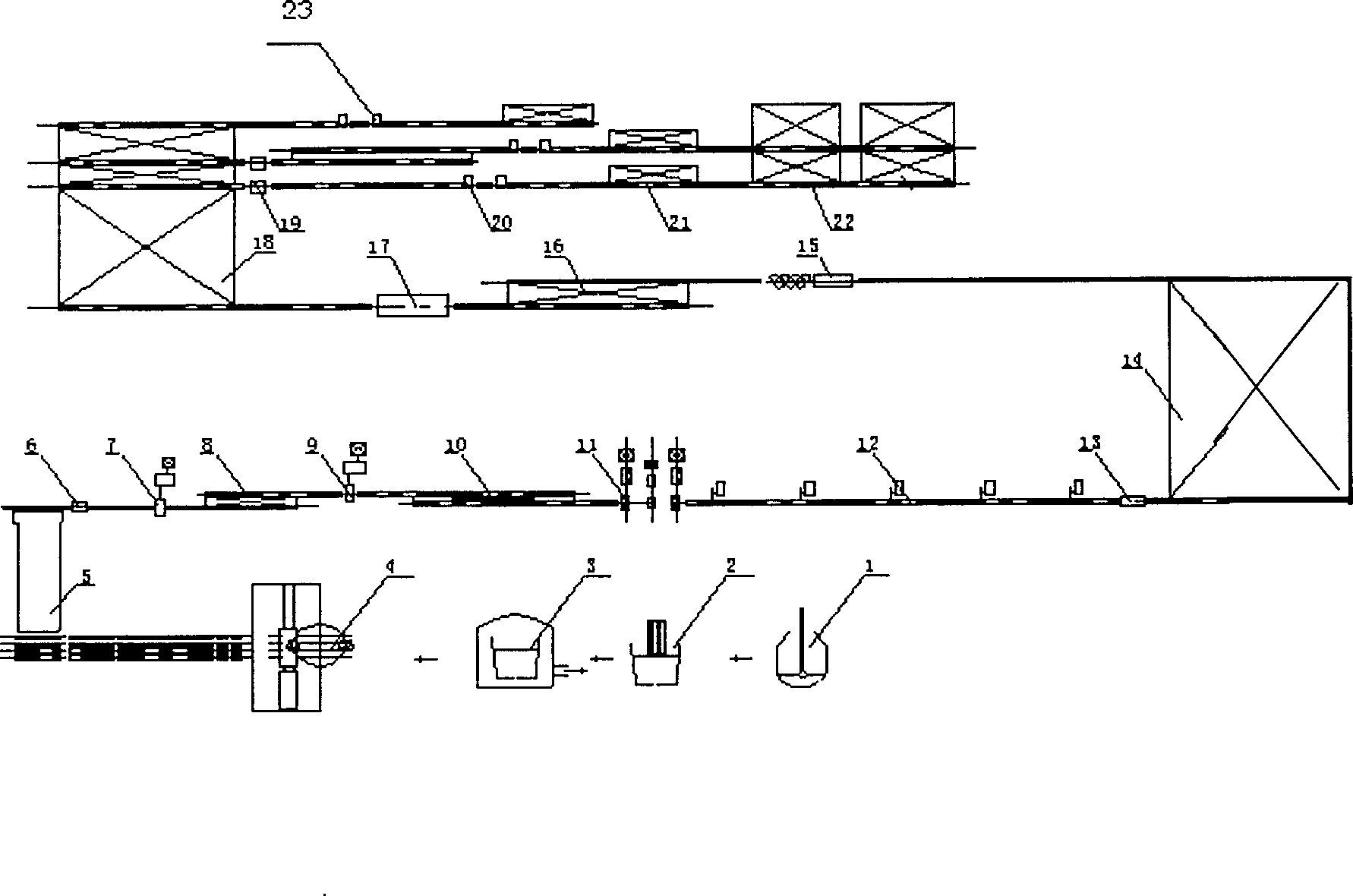
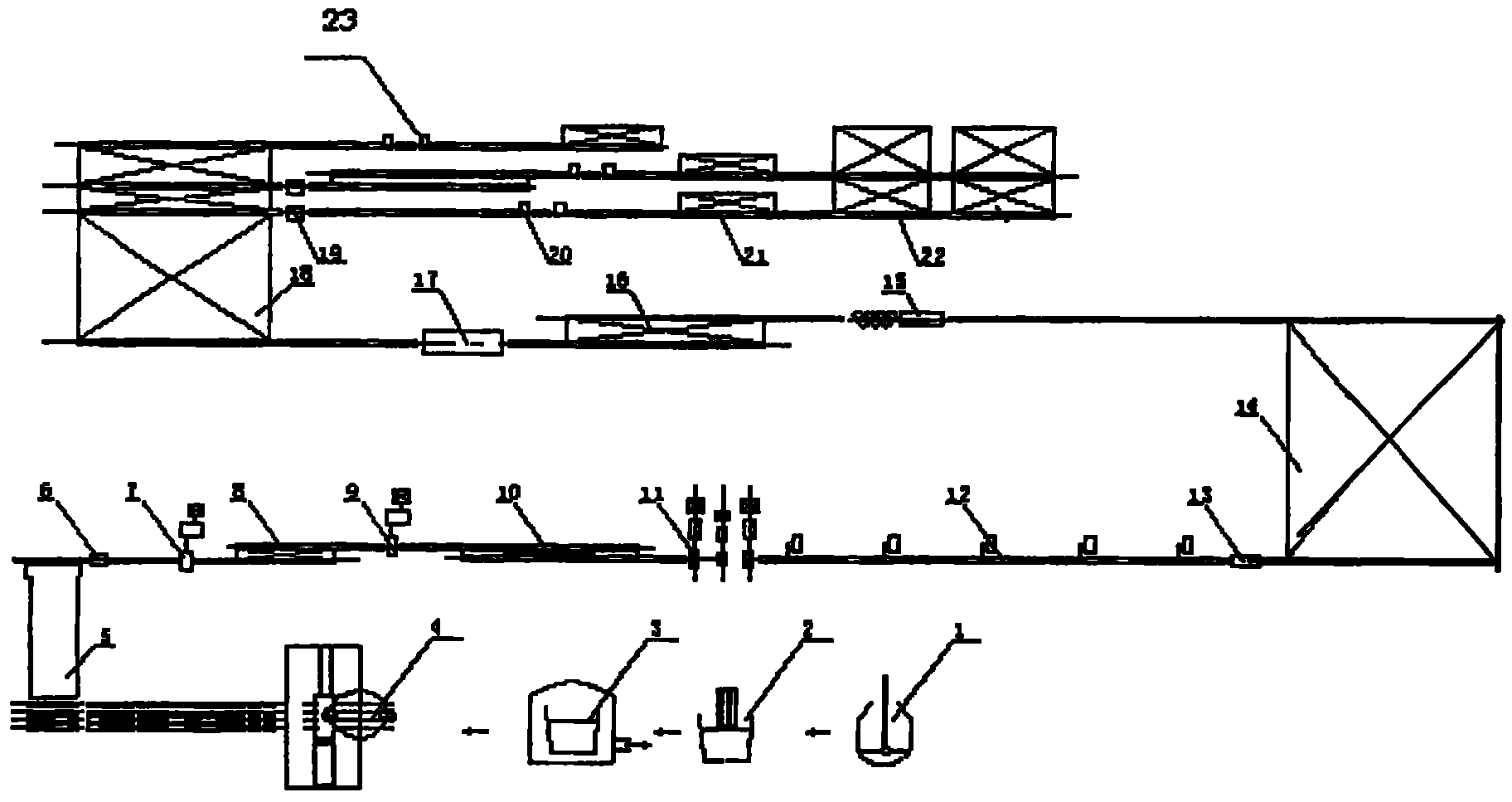
[0040] Realize the specific embodiment of the present invention, the manufacturing method of short flow heavy rail, process step:
[0041] Illustrate with reference to accompanying drawing:
[0042] 1. Out-of-furnace refining of molten steel in converter 1 steelmaking, the composition of molten steel is controlled to be qualified, molten steel is sent to LF furnace 2 to remove P, S slag VD furnace 3 to degas O, H, control weight percentage P≤0.015, S≤0.007, O ≤20×10 -4 H≤2×10 -4 ,
[0043] 2. Continuous casting machine 4 casting slabs, casting slabs in R12m four-strand continuous casting machine, casting slab size 280×280, 280×380, 320×410, fixed length 5.0m~8.0m; flame cutting, casting slabs after The output roller table is connected to the furnace entry roller table of the walking heating furnace.
[0044] 3. Slab heating and descaling: The slab of the continuous casting machine is conveyed by the roller conveyor through the lifting weighing device to weigh and record t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More