

Low-speed diesel engine frame welding method
A welding method and diesel engine technology, applied in welding equipment, engine frames, supporting machines, etc., can solve problems such as asymmetric deformation, and achieve the effects of improving welding quality, solving deformation problems, and reducing filling amount.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
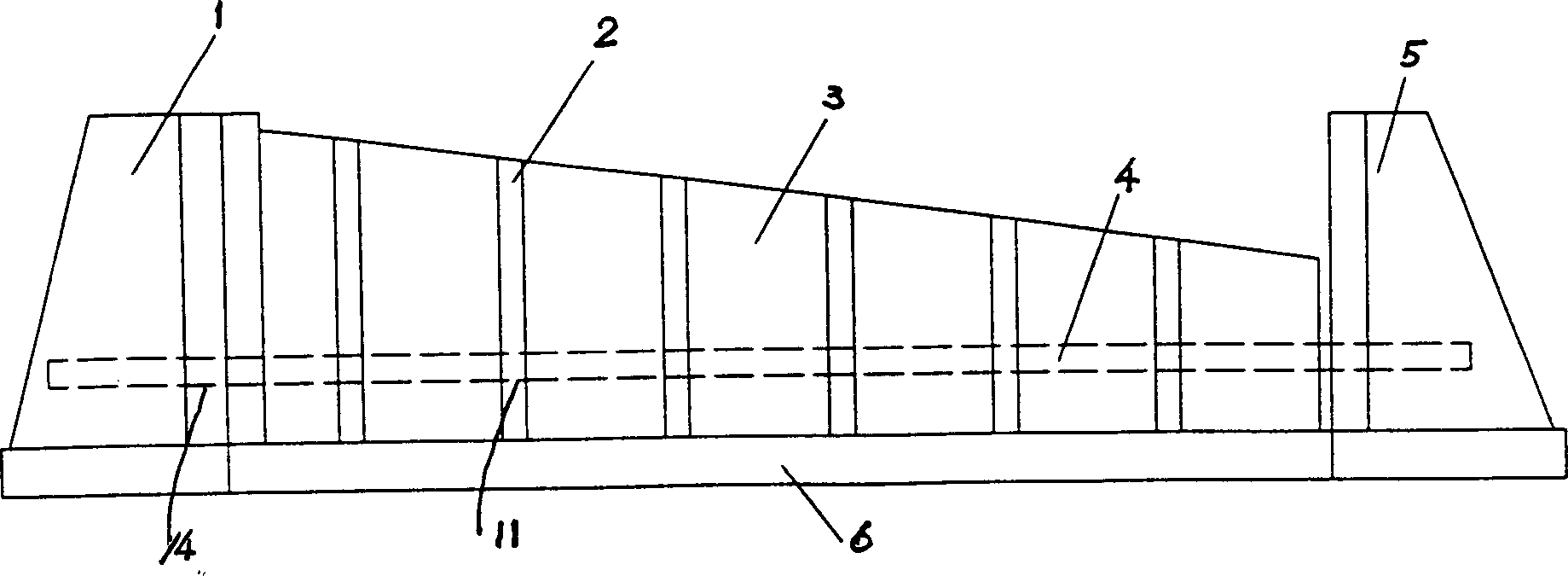
[0044] The welding method of the present invention will be further described with reference to the accompanying drawings. see first figure 1 , figure 2 and image 3 . The welding method of the low-speed diesel engine frame of the present invention comprises the following steps:
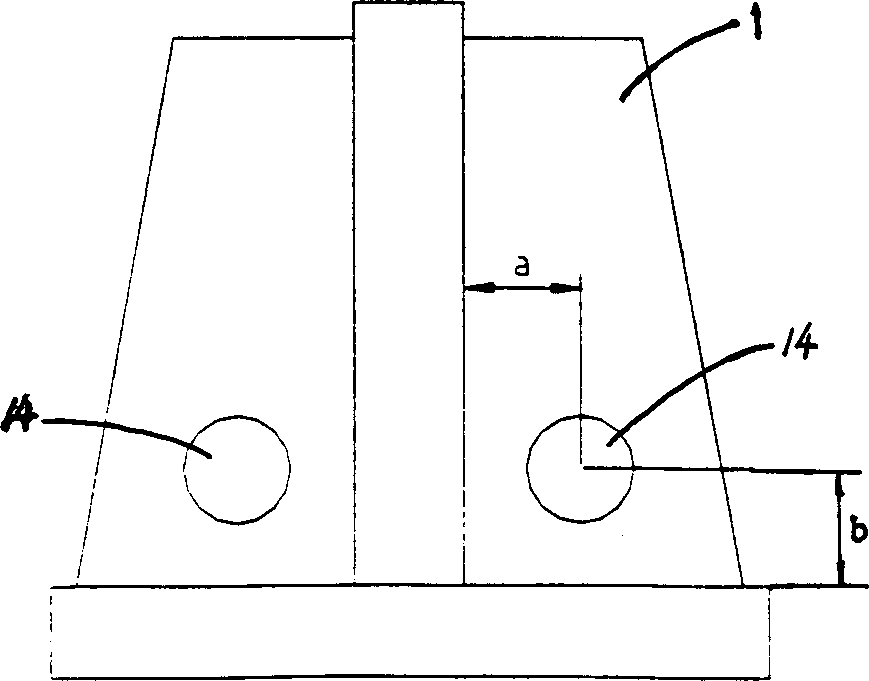
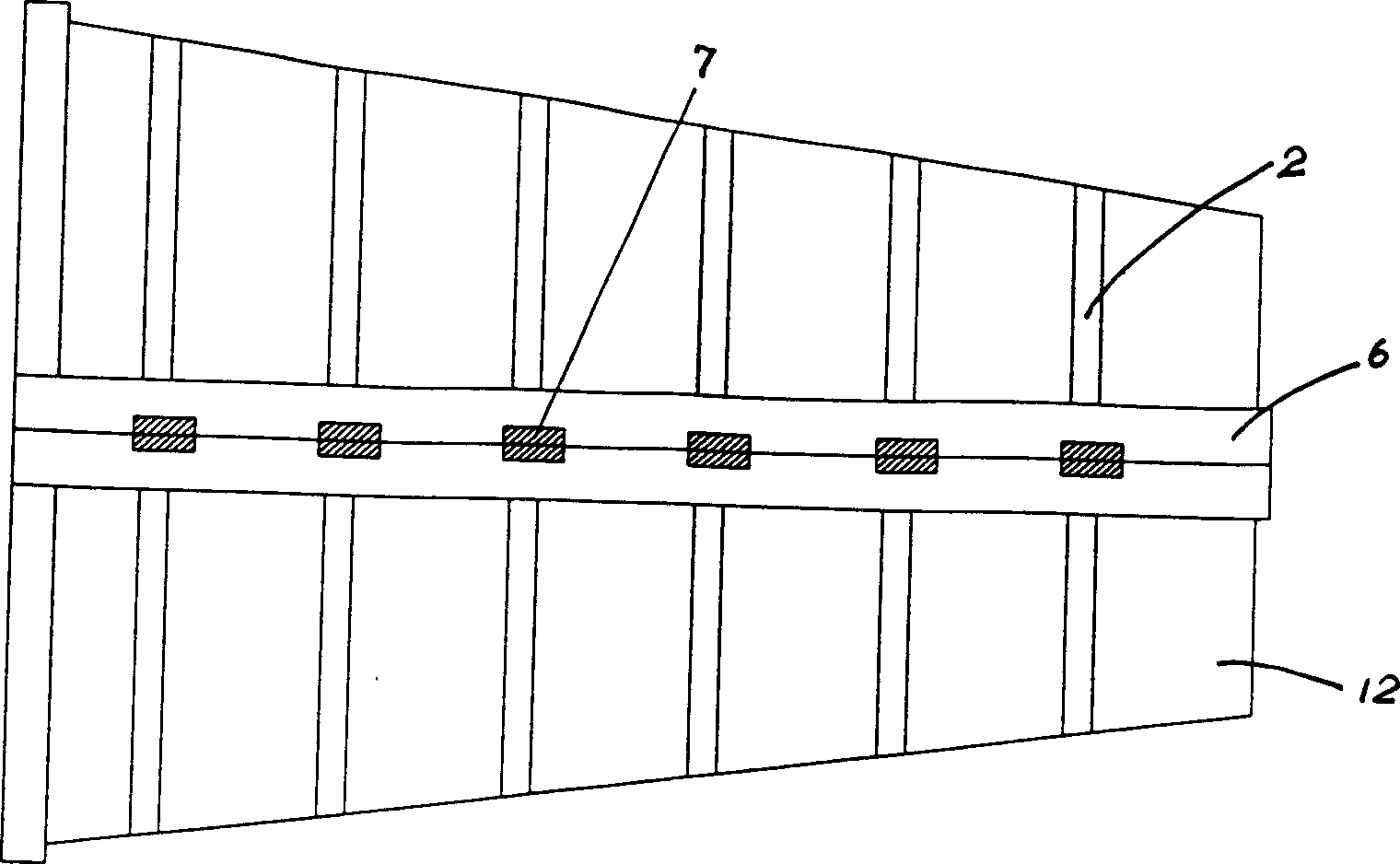
[0045] ① Use the positioning iron pipe 4 to pass through the through screw hole 11 of the small rib plate 2 and the through screw positioning holes 14 of the tire frames 1 and 5, and place multiple small rib plates 2 between the tire frame 1 and the tire frame 2 according to the design requirements Reasonable positioning, and spot welding on the guide plate 6 and the triangular plate 3 to form the guide plate part 12, such as figure 1 As shown, the structure of the tire frame is as follows figure 2 shown;
[0046] ② The guide plate parts 12 of the small rib plate 2 positioned symmetrically on the left and right are symmetrically brought together, and are welded and positioned with the strap ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More