

Projection soldering structure of power head part for thermal expansion valve
A thermal expansion valve and power head technology, applied in the field of thermal expansion valves, can solve problems such as difficulty in one-time realization of the process, increased welding energy, internal corrosion, etc., and achieve the effects of ensuring sealing, preventing outer wall corrosion, and avoiding unreliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
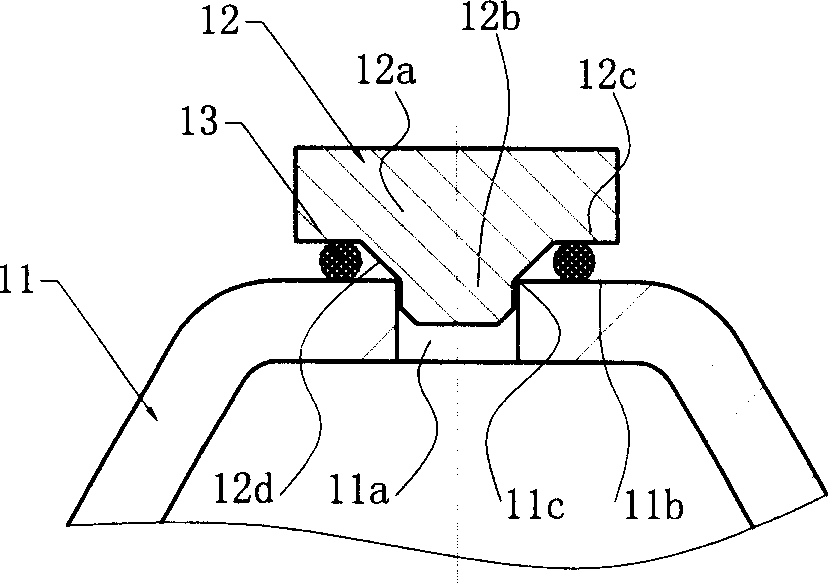
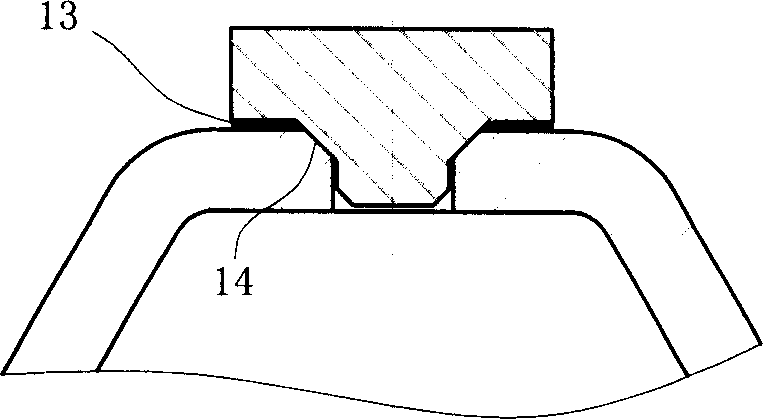
[0019] Such as Figure 1a , 1b As shown, a round hole 11a is set on the outer wall 11 as a filling hole, and the position adjacent to the round hole 11a on its upper surface forms a plane as the outer wall brazing surface 11b, and the upper edge of the hole wall of the round hole 11a is the outer wall convex welding portion 11c; The plug 12 is in the form of a truncated cone, with its upper end as a cylindrical tail 12a and its lower end as a truncated cone head 12b. The side of the truncated cone head 12b forms a theoretical line contact with the projection welding portion 11c to form a plug projection welding portion 12d. The step surface adjacent to the head and the tail is the brazing surface 12c; the solder 13 is placed between the outer wall brazing surface 11b and the plug brazing surface 12c; The clamp clamps the tail of the plug and pushes it into the filling hole and presses it tightly (the head of the plug cooperates with the filling hole to have a guiding effect), ...
Embodiment 2
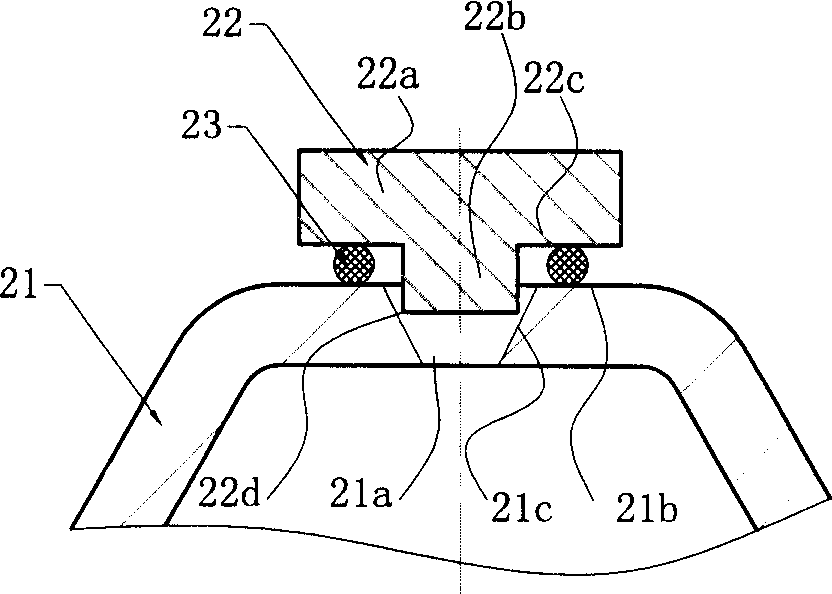
[0021] Such as Figure 2a , 2b As shown, a taper hole 21a is set on the outer wall 21 as a filling hole, and the position adjacent to the taper hole 21a on its upper surface forms a plane as the outer wall brazing surface 21b, and the side wall of the taper hole 21a forms a theoretical gap with the head of the plug. line contact to form the outer wall convex welding portion 22c; the plug 22 is in the shape of a circular platform, the upper cylindrical portion is used as the tail portion 22a, the lower cylindrical portion is used as the head portion 22b, and the step surface adjacent to the head portion and the tail portion is a brazing surface 22c. The peripheral edge of the head 22b is the plug projection welding portion 22d corresponding to the outer wall projection welding portion 12c; the brazing material 23 is placed between the outer wall brazing surface 21b and the plug brazing surface 22c; the welding method is the same as that of the first embodiment, 24 in the figure...
Embodiment 3
[0023] Such as Figure 3a , 3b As shown, a variable-diameter hole 31a is set on the outer wall 31 as a filling hole. The upper section of the variable-diameter hole is a tapered hole, and the lower section is an equal-diameter hole. The upper surface of the outer wall adjacent to the tapered hole forms a plane as the outer wall brazing surface 31b. , the side wall of the taper hole forms a theoretical line contact with the head of the plug to form an outer wall projection weld 32c; The step surface adjacent to the head portion and the tail portion is a brazing surface 32c, and the peripheral edge of the head portion 32b is a plug projection welding portion 32d corresponding to the outer wall projection welding portion 32c; brazing material 33 is placed on the outer wall brazing surface 31b and the plug brazing surface Between 32c; Welding method is the same as embodiment one, and 34 among the figure is projection welding sealing.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More