

Universal-joint sleeve blank cold-upsetting formation art, and equipment therefor
A technology for universal joint shafts and forming equipment, applied in metal processing equipment, manufacturing tools, swaging presses, etc., can solve the problems of low precision of universal joint shaft sleeves, high production costs, and prone to defective products, etc. Achieve the effect of saving raw materials and resources, low defective rate, and reducing labor costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
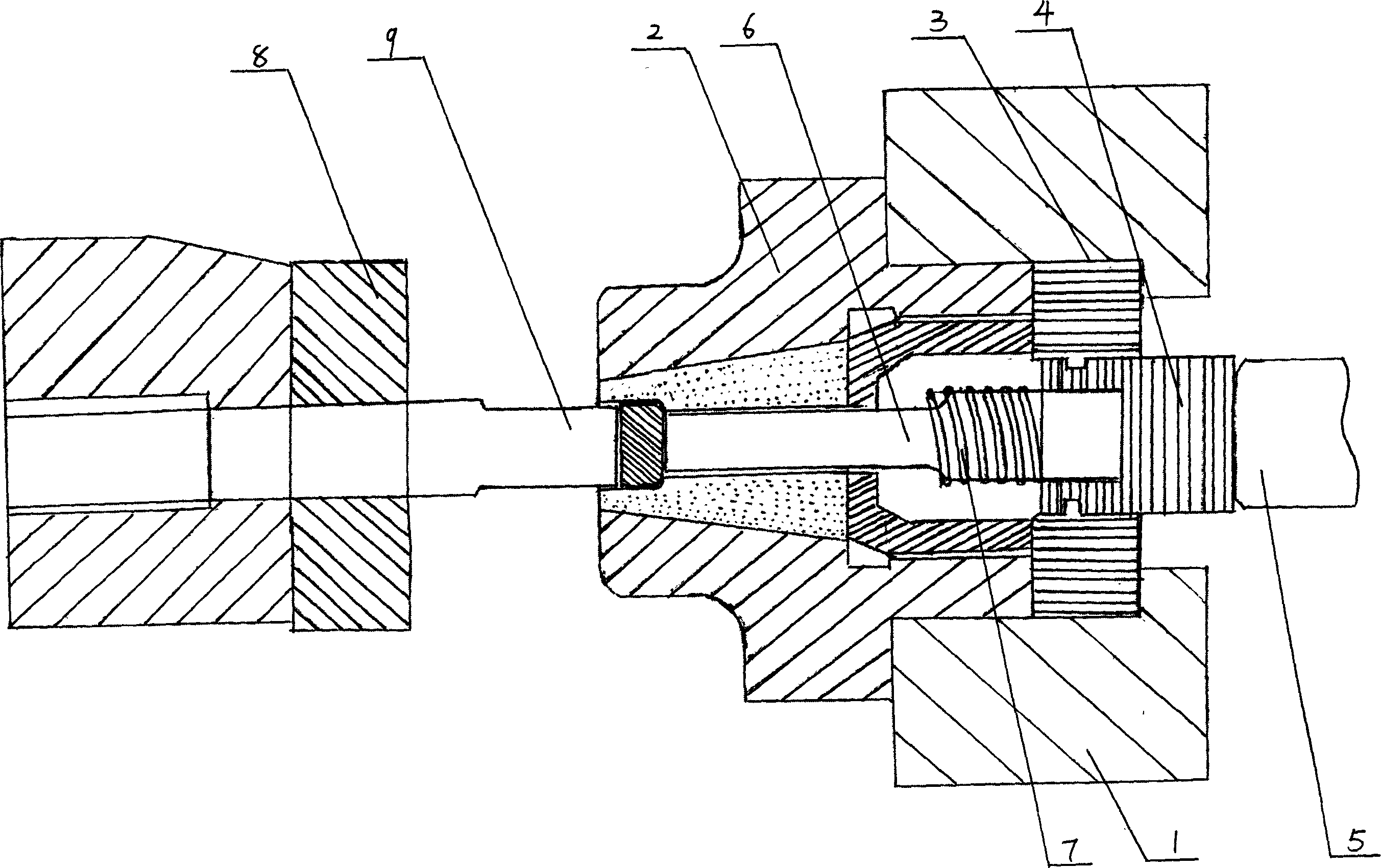
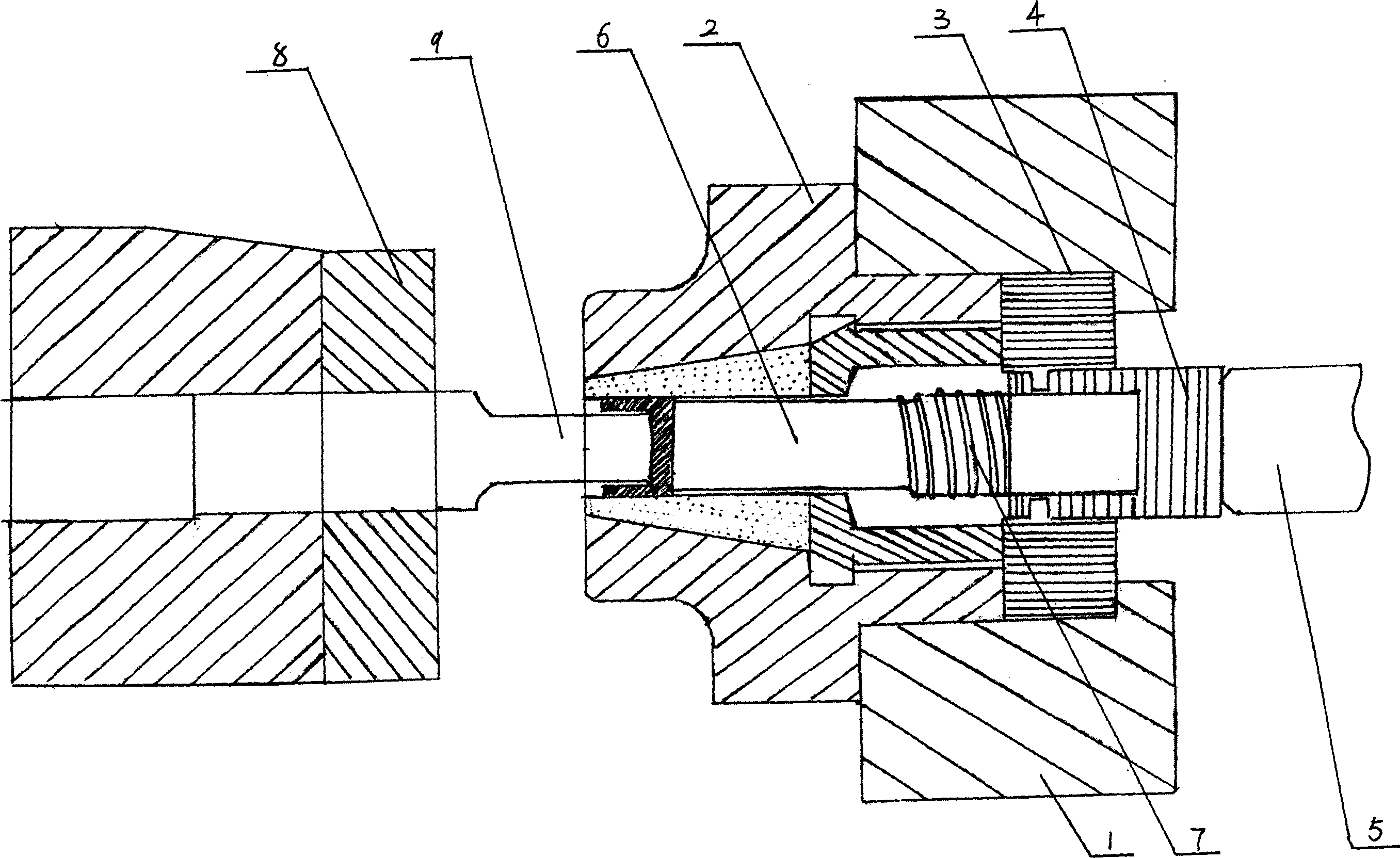
[0036] Embodiment 1: The blank of the universal joint bushing in this embodiment is manufactured by a multi-station cold heading forming machine, and its punching force is about 100-500 tons. Such as figure 1 , figure 2 , The module includes: a mold box 1 and a front punch chuck 8, one end of the mold box is provided with a tungsten steel mold shell 2, and the tungsten steel mold shell 2 has a round table mold core 10, and the mold core 10 has a cylindrical mold cavity. The mold box 1 is provided with a mold shell washer 3, and the mold shell washer 3 has a rear lock sleeve 4, and the rear lock sleeve front end is topped with a rear push rod 5, and the other end is locked with a rear punch rod 6. Positioning spring 7 is arranged on the rear punch rod. A front punch 9 is fixed in the front punch chuck 8 .
[0037] The cold heading forming process of the universal joint bushing blank in this example is used to manufacture the universal joint bushing of model F110.
[0038] ...
Embodiment 2
[0045] Embodiment 2: The cold heading forming process of the blank of the universal joint bushing in this example is used to manufacture the universal joint bushing of model Changjiang 750.
[0046] a. Send the wire-drawn circular material to the cutting mold from the feeding wheel of the cold heading forming machine for cutting. After cutting, the cutting knife plate sends the material to the first mold, such as Figure 7 , the height h of the cut mold material 10 is 11.2mm, and the outer diameter D is 14.95mm;
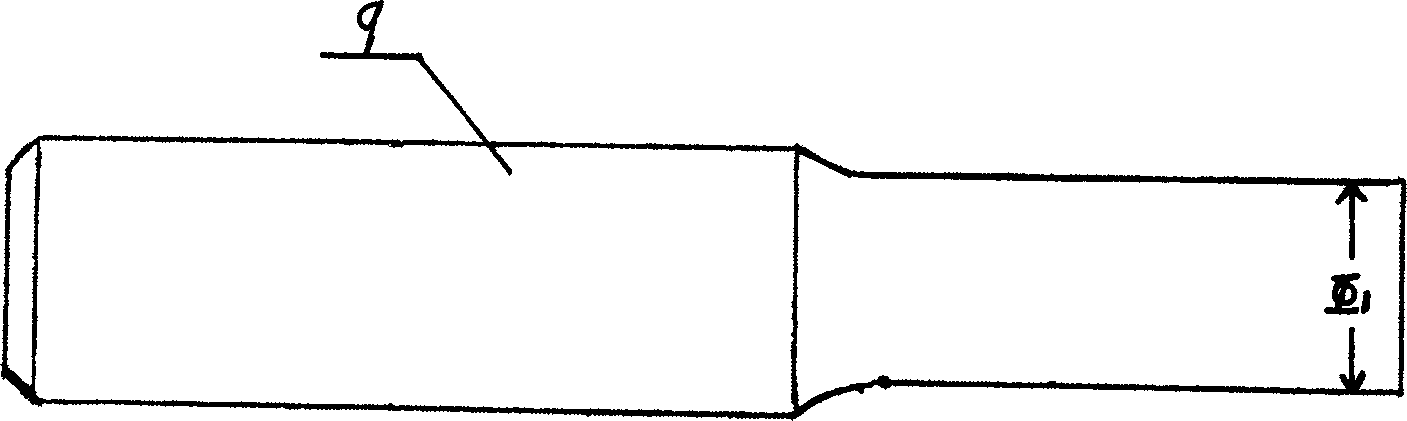
[0047] b. The first module performs cold heading extrusion on the cut material, such as image 3 , the end faces of the rear punch 6 and the front punch 9 are planes, and the diameter Φ1 of the front punch 9 of the first module is 15.3mm, such as Figure 6 , the diameter Φ2 of the rear punch rod 6 is 12.5mm, the inner diameter of the mold cavity is 15.5mm, after extrusion, the outer diameter D of the cutting material is increased to 15.5mm, and the height is reduced...
Embodiment 3
[0054] Embodiment 3: The cold heading forming process of the blank of the universal joint bushing in this example is used to manufacture the universal joint bushings of models Changhe 110 and WH110.
[0055] a. Send the wire-drawn circular material to the cutting mold from the feeding wheel of the cold heading forming machine for cutting. After cutting, the cutting knife plate sends the material to the first mold, such as Figure 7 , the height h of the cut mold material 10 is 14mm, and the outer diameter D is 14.95mm;
[0056] b. The first module performs cold heading extrusion on the cut material, such as image 3 , the end faces of the rear punch 6 and the front punch 9 are planes, and the diameter Φ1 of the front punch 9 of the first module is 15.3mm, such as Figure 6 , the diameter Φ2 of the rear punch rod 6 is 12.5mm, the inner diameter of the mold cavity is 15.5mm, after extrusion, the outer diameter D of the cutting material is increased to 15.5mm, and the height is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More