

Method for making an improved aluminum alloy sheet product
a technology of aluminum alloy sheet and product, which is applied in the field of aluminum alloy sheet and methods for making aluminum alloy sheet, can solve the problems of pressure welding and the inability to unroll the coil, and achieve the effect of less reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
examples 1-10
[0091] In order to illustrate the advantages of the present invention, a number of aluminum alloys were formed into sheets.
[0092] Four examples comparing AA 3004 / 3104 alloys with the alloys of the present invention are illustrated in Table I.
1 TABLE I Composition Hot mill Cold mill (weight %) Anneal Anneal Secondary Example Mg Mn Cu Fe Temperature Temperature Cold Work 1 (comparative) 1.21 0.84 0.22 0.44 825.degree. F. 705.degree. F. 75% 2 (comparative) 1.28 0.96 0.21 0.41 825.degree. F. 705.degree. F. 75% 3 1.22 0.83 0.42 0.35 825.degree. F. 705.degree. F. 64% 4 1.31 0.99 0.41 0.34 825.degree. F. 705.degree. F. 61%
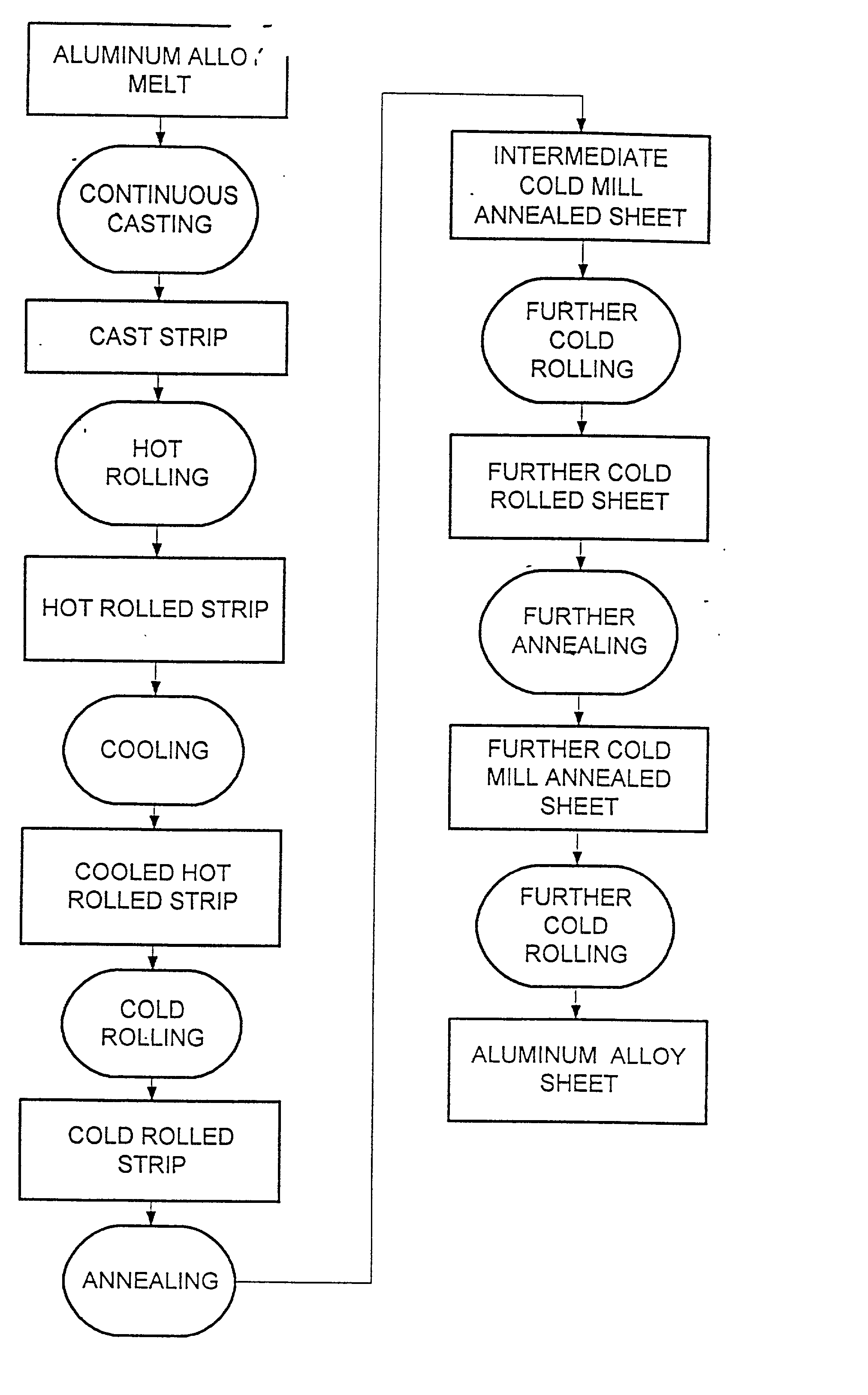
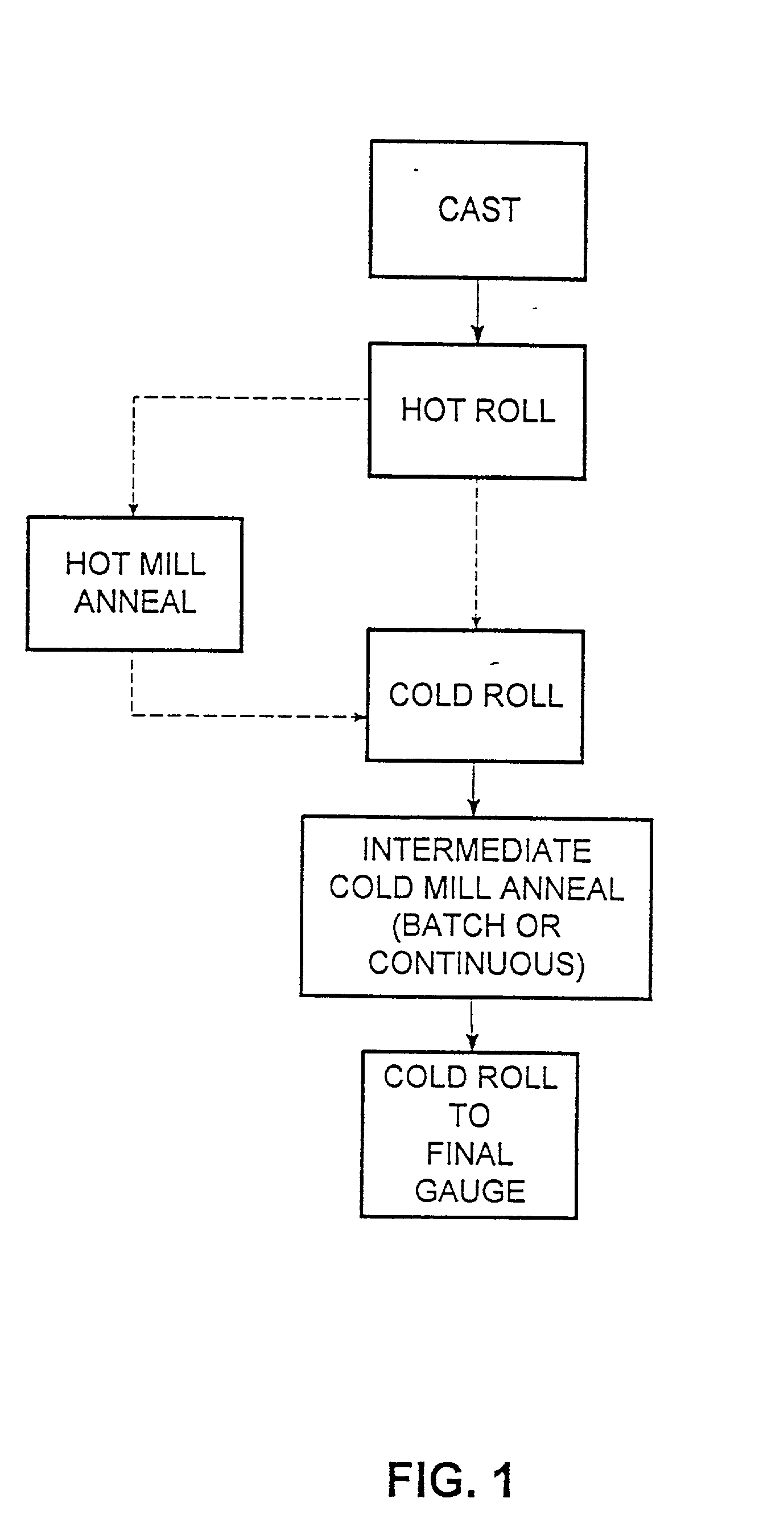
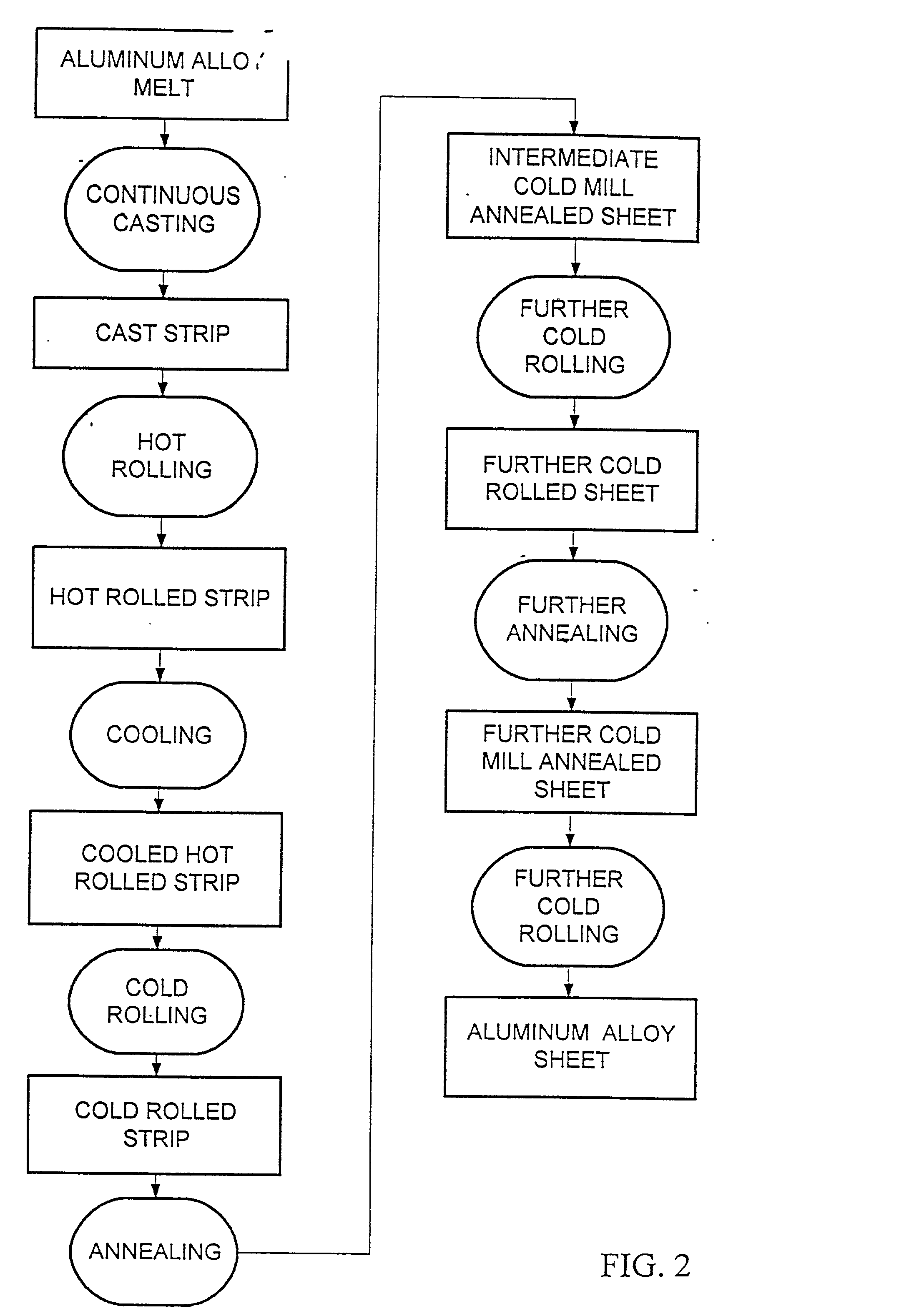
[0093] In each example, the silicon content was between 0.18 and 0.22 and the balance of the composition was aluminum. Each alloy was continuously cast in a block caster and was then continuously hot rolled. The hot mill and intermediate cold mill anneals were each for about 3 hours. After the hot mill anneal; the sheets were cold rolled to reduce the thickness by from ab...
examples 11-19
[0108] To illustrate the advantages of aluminum alloy sheet of the present invention relative to aluminum alloy sheet produced by other continuous casting and ingot casting processes, a number of aluminum alloys were formed into sheets. In the tests, six samples of 3000 series alloys produced by other continuous casting or ingot casting processes were compared with three 3000 series alloys produced according to the method of the present invention. The results are presented in Tables VI (A) and (B).
6 TABLE VI(A) Alloy Composition As rolled After Bake Sample # Designation Si Cu Fe Mn Mg UTS YTS Elong. Earing % UTS YTS EL 11 5349D 0.38 0.43 0.28 1.14 1.81 42.8 39.5 3.2 1.4 42.5 37.2 5.6 12 3304B 0.19 0.37 0.41 0.81 1.2 42.3 38.8 4.1 1.7 42.3 37.1 5.1 13 3304C 0.21 0.55 0.41 1.04 1.3 43.9 39.9 4.4 1.8 43.1 37.8 5.3 14 3304F 0.21 0.55 0.41 0.83 1.36 43.3 39.1 4.4 1.8 42.6 37.3 5.3 15 3304CSV 0.38 0.57 0.47 1.05 1.33 43.5 40.1 4.59 2.6 43.3 37.6 5.87 16 3304C5V(mod) 0.38 0.57 0.46 1.04 1....
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| weight percent | aaaaa | aaaaa |
| weight percent | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More