

Cold forming process for manufacturing ball pivots
a technology of ball pivots and forming processes, which is applied in the direction of manufacturing tools, mechanical equipment, rotary machine parts, etc., can solve the problems of generating cost-intensive and time-consuming operations, reducing the need for manufacturing costs, and requiring the purchase of waste materials as a first semi-finished produ
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
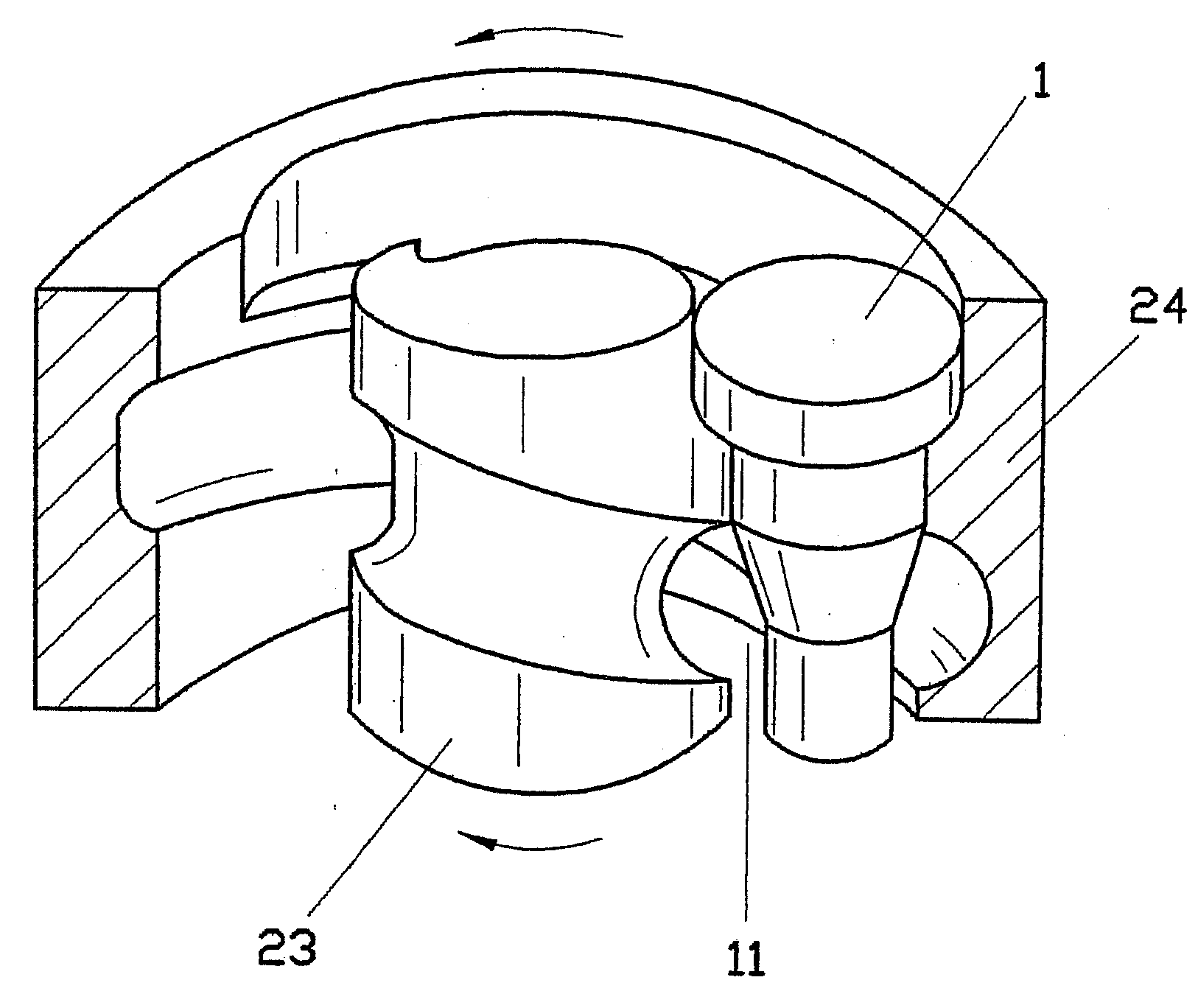
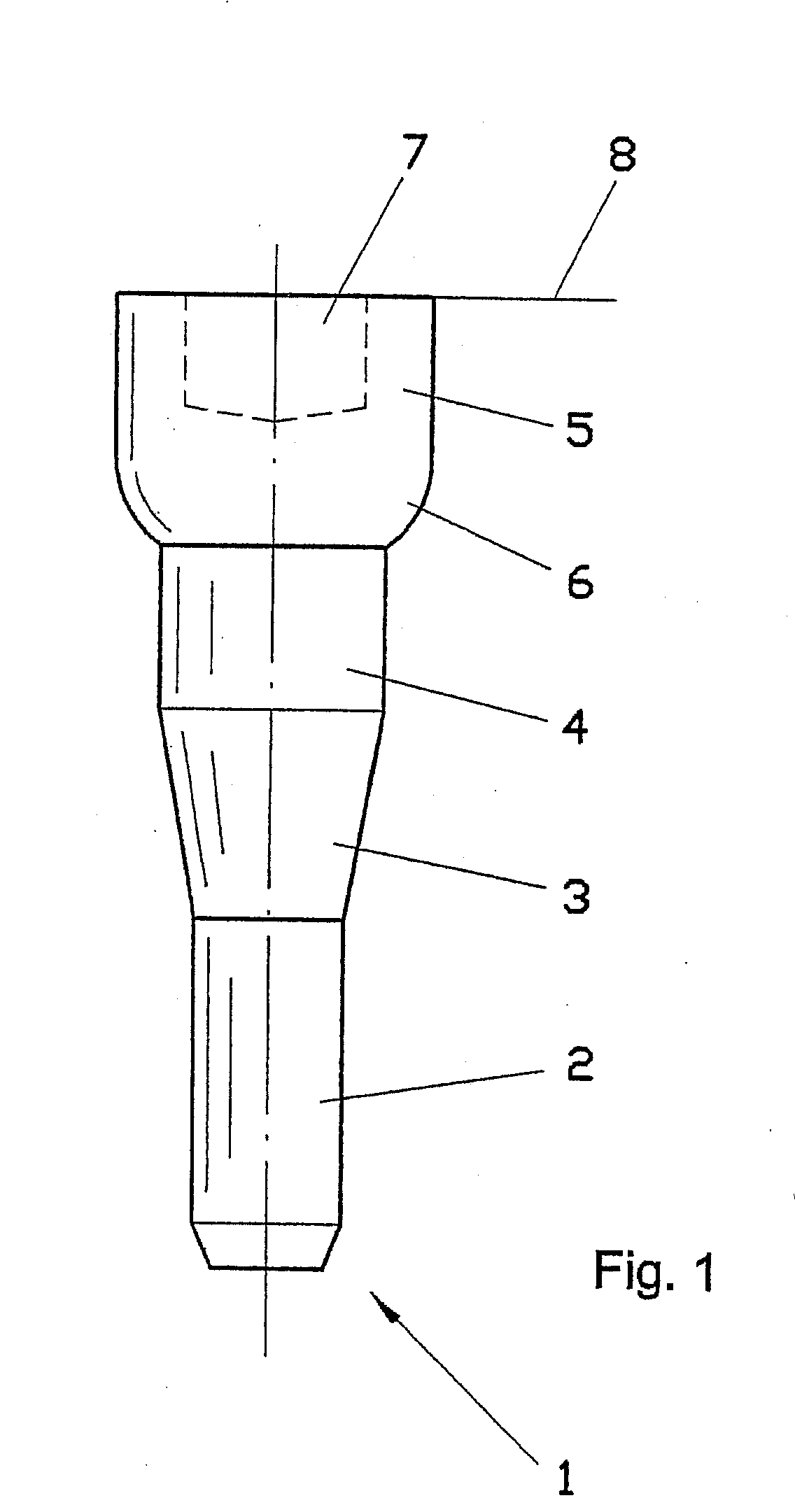
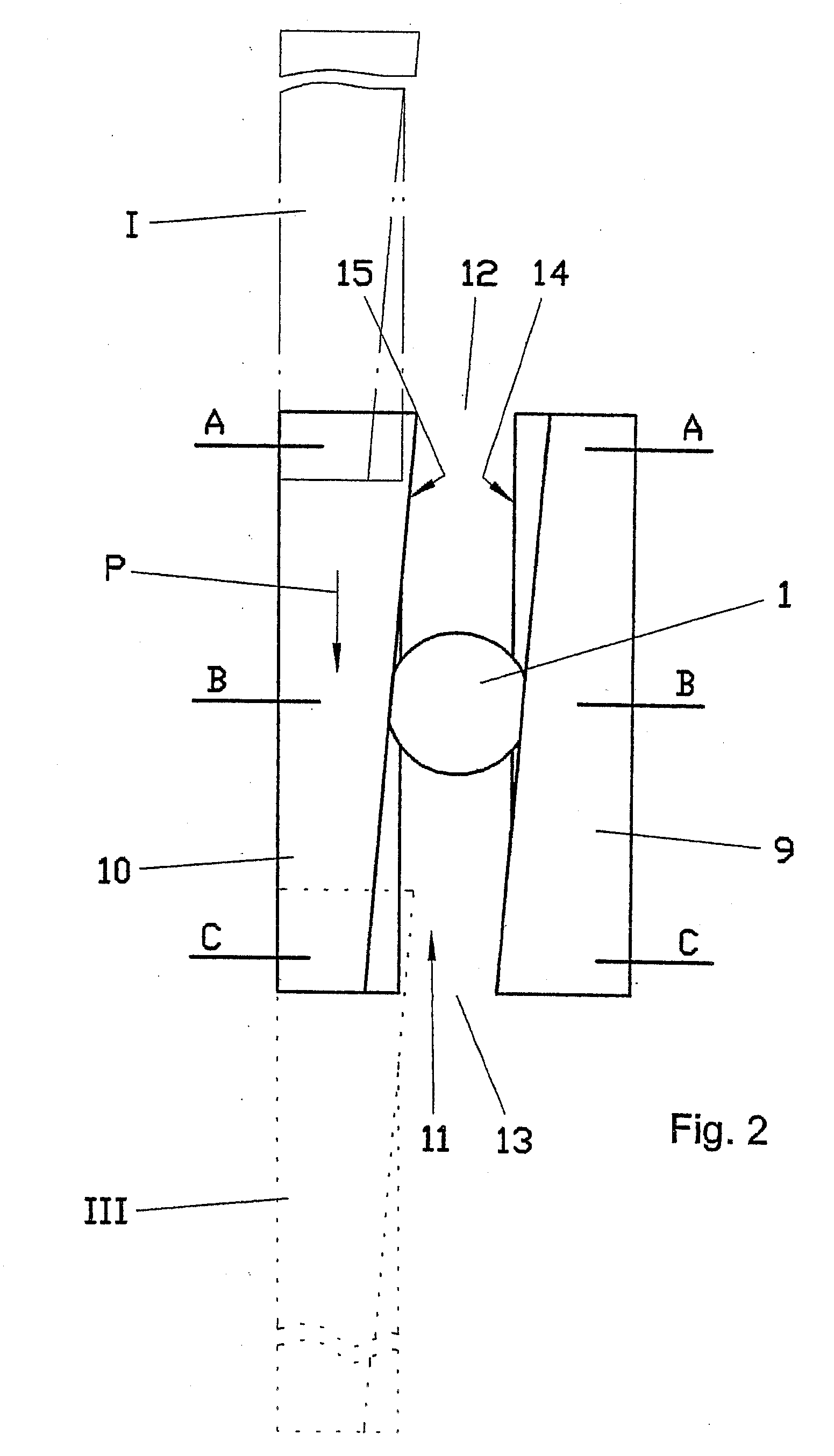
[0026]Referring to the drawings in particular, the ball pivot blank shown in FIG. 1 is manufactured by means of an extrusion process and comprises essentially a plurality of partial areas of different three-dimensional shapes arranged one after another in the longitudinal direction of the ball pivot. After extrusion, the different areas are to be formed into their final shape by means of the combination of process features that are essential for the present invention, and a ball pivot shape corresponding to the view in FIG. 3C is obtained after completion of the cold forming according to the present invention.
[0027]Thus, the ball pivot blank, designated by 1 as a whole, comprises, according to the view in FIG. 1, a cylindrical area 2, which is arranged at a free end of the ball pivot blank 1 and on which a thread for fastening the ball pivot to a machine or body component is located after the completion of the ball pivot. The cylindrical area 2 is joined directly by a cone area 3. T...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Area | aaaaa | aaaaa |
| Fatigue strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More