

Process of producing clean diesel oil and low carbon olefin with residual oil and heavy fraction oil
A technology for heavy distillate oil and low-carbon olefins, which can be used in the petroleum industry, hydrocarbon oil processing, hydrotreating processes, etc., and can solve problems such as low yield of low-carbon olefins
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
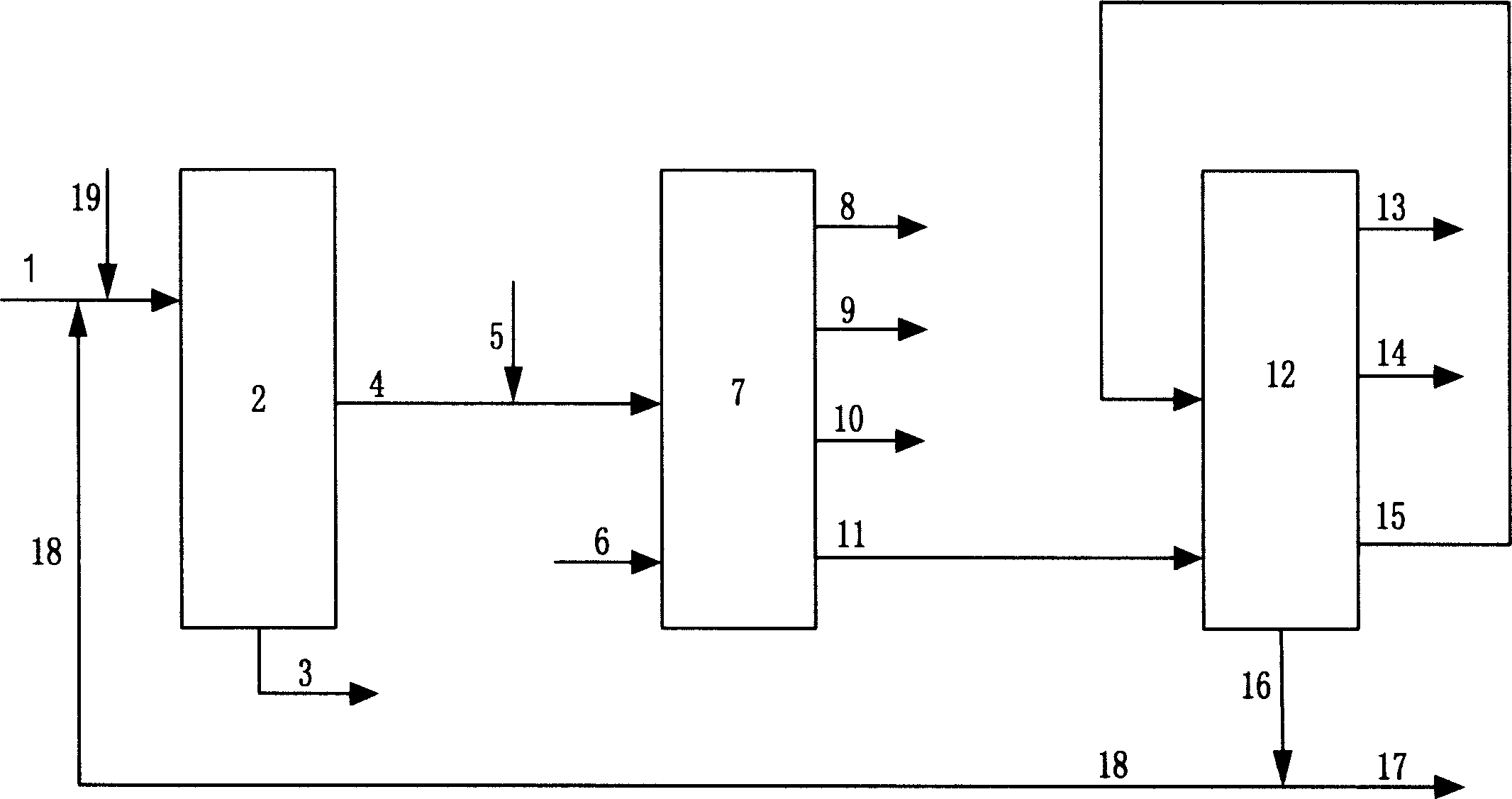
[0039] The raw material used in this example is a mixture of vacuum residue and oil slurry from a catalytic cracking unit, and the properties of the mixed raw material are shown in Table 1. The mixed raw material and isopentane solvent enter from the upper and lower parts of the extraction tower respectively, and conduct countercurrent contact in the extraction tower. The temperature at the top of the extraction tower is 180°C, the pressure of the extraction tower is 4.0MPa, and the solvent ratio is 6.0v / v. A stage of extraction was carried out under the condition of a residence time of 30 minutes. The liquid flow from the top of the extraction tower is recovered by critical solvent, flashed and stripped to obtain deasphalted oil, and the bottom flow of the extraction tower is flashed and stripped to recover the solvent to obtain deoiled asphalt. The main properties of the obtained deasphalted oil are shown in Table 1. It can be seen from Table 1 that the sulfur content of the...
Embodiment 2
[0041] The raw material used in this example is the mixture of the deasphalted oil obtained in Example 1 and a vacuum gas oil at a weight ratio of 1:1. The properties of the vacuum gas oil are shown in Table 2. In the presence of hydrogen, the mixed raw material enters the first hydrogenation reactor to contact with the hydrorefining catalyst for reaction, and the reaction product is not separated and enters the second hydrogenation reactor to contact with the hydrocracking catalyst for reaction, and the reaction effluent is passed through After cooling, separation and fractionation, light naphtha fraction, heavy naphtha fraction, diesel fraction and hydrogenated tail oil were obtained. The reaction conditions and main properties of the products are shown in Table 3.
[0042] It can be seen from Table 3 that the sulfur content of the obtained light naphtha fraction is less than 1 μg / g, which is not only a high-quality hydrogen production raw material or steam cracking ethylene ...
Embodiment 3
[0044] This embodiment uses the hydrogenated tail oil obtained in Example 2 as a raw material, reacts in a fluidized bed reactor, and then separates the product, and separates the reaction product to obtain low-carbon olefins such as ethylene and propylene, gasoline fractions, diesel fractions, and Slurry, where the entire diesel fraction is recycled back to the catalytic cracking reactor and all or part of the slurry is returned to the solvent deasphalting unit. The operating conditions and product distribution of catalytic cracking are shown in Table 4. It can be seen from Table 4 that the yields of propylene and ethylene were as high as 27.3% by weight and 10.6% by weight, respectively.
[0045] Vacuum residue + cracking oil slurry
[0046] Vacuum Gas Oil
[0047] Reaction conditions
[0048] Catalytic cracking reaction conditions
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More