

Method for preparing high temperature super conductive conductor
A high-temperature superconductivity and wire technology, which is applied in the usage of superconductor elements, the manufacture/processing of superconductor devices, superconductivity/high-conductivity conductors, etc., to reduce surface defects, improve uniformity, and shorten the wire drawing cycle.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
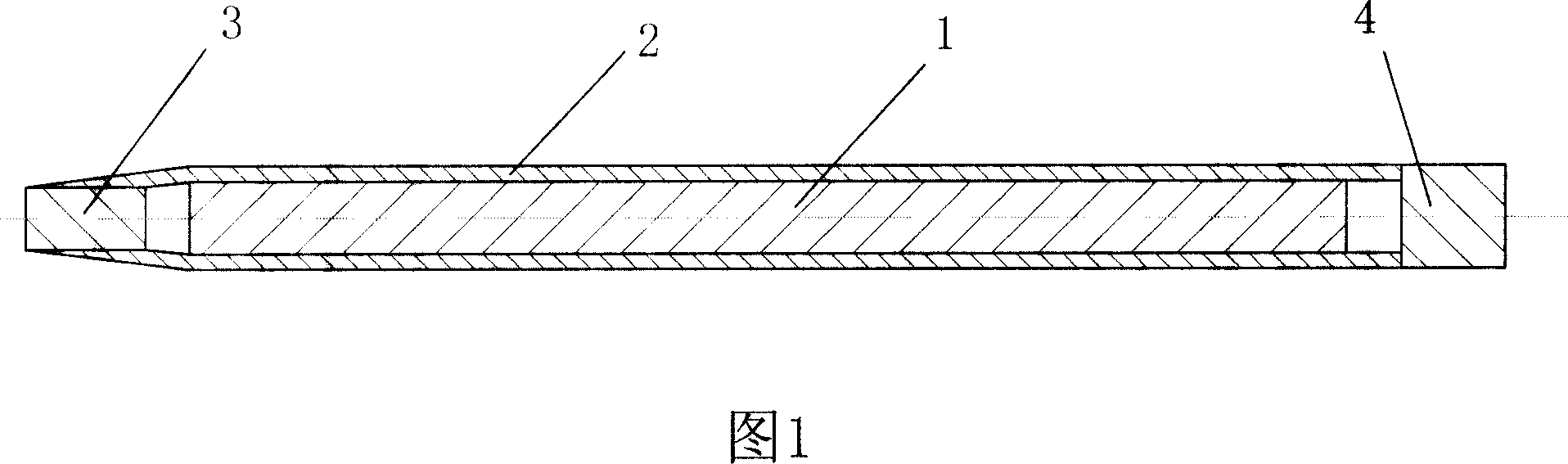
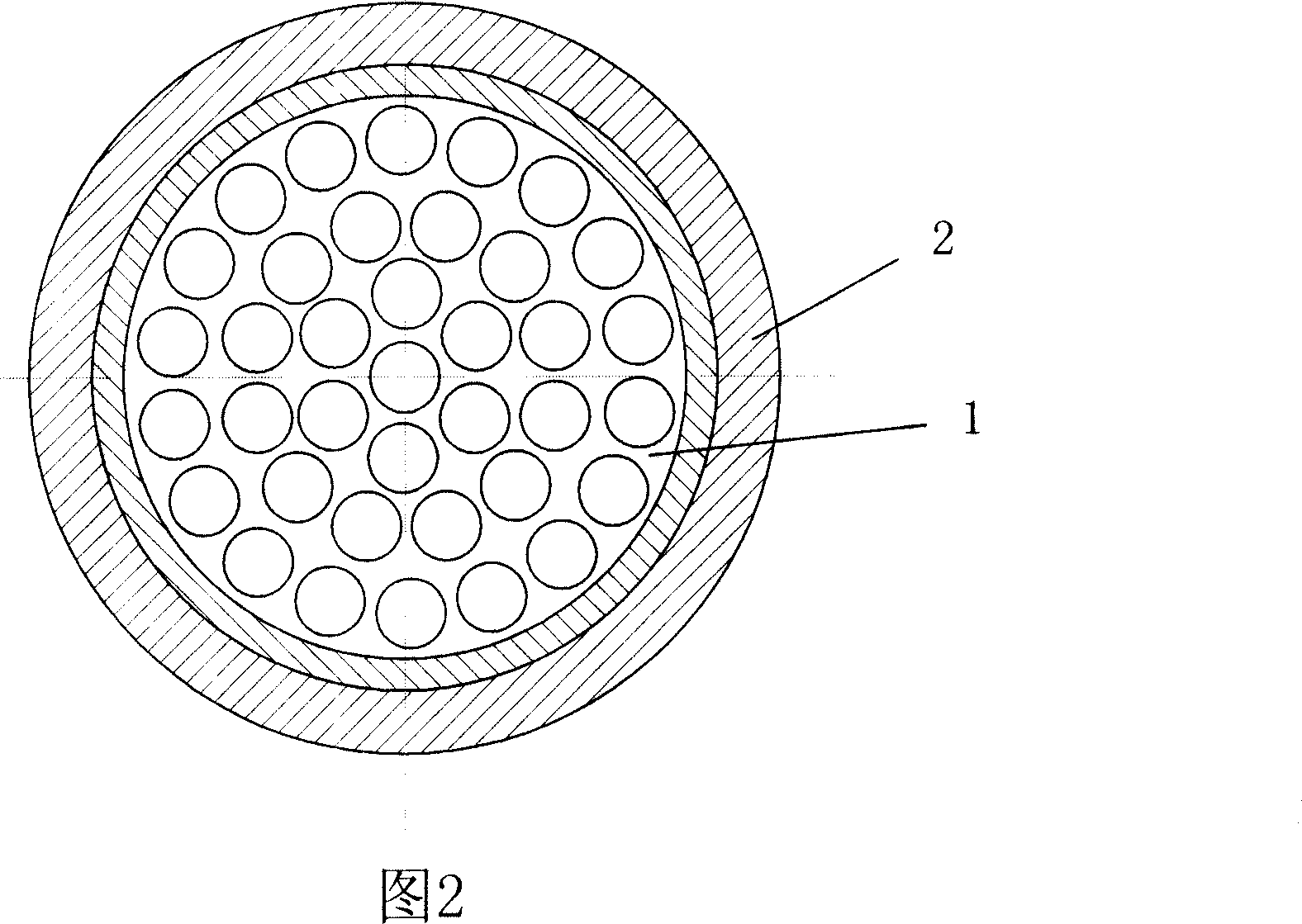
[0019] As shown in Figure 1, the superconducting multi-core wire 1 is drawn to φ18mm, and then it is set into a copper tube 2 of φ21 / 19mm, and the two ends of the copper tube use a copper plug 3 with an outer diameter of φ17mm and an outer diameter of The copper plug 4 of φ 21mm is closed. The length of the copper tube is 80 mm longer than that of the superconducting multi-core wire 1, and the length of the copper plugs 3 and 4 is 35 mm. The packaged composite pipe is drawn. The drawing process uses a multi-pass continuous drawing process. The annealing temperature is 500 ° C. The total area reduction rate between the two annealings is 80%, and the single-pass area reduction rate is 18%. %, the annealing speed is 5m / min. The final drawing size of the composite pipe is φ2.1mm, and its cross-section is shown in Figure 2, where 1 is a superconducting multi-core wire and 2 is a copper tube.
Embodiment 2
[0021] As shown in Figure 1, the φ16mm superconducting multi-core wire 1 is set into the φ35.5 / 17mm aluminum tube 2, and the two ends of the aluminum tube use aluminum plugs 3 with an outer diameter of φ15mm and copper plugs with an outer diameter of φ35.5mm The plug 4 is closed. The length of the aluminum tube is 100 mm longer than that of the superconducting multi-core wire, and the length of the aluminum plugs 3 and 4 is 45 mm. The packaged composite pipe is drawn. The drawing process uses a multi-pass continuous drawing process. The annealing temperature is 500°C. The total area reduction rate between the two annealings is 75%, and the single-pass area reduction rate is 25%, the annealing speed is 10m / min, the aluminum layer is removed by corrosion after drawing to φ5mm, and then the drawing is continued, and the final drawing size is φ1.4mm.
Embodiment 3
[0023] As shown in Figure 1, the φ16mm superconducting multi-core wire 1 is set into the φ28 / 17mm iron pipe 2, and the two ends of the iron pipe are closed with an iron plug 3 with an outer diameter of φ15mm and an iron plug 4 with an outer diameter of φ28mm. The length of the iron pipe is 200mm longer than that of the superconducting multi-core wire, and the length of the iron plugs 3 and 4 is 95mm. The packaged composite pipe is drawn. The drawing process uses a multi-pass continuous drawing process. The annealing temperature is 550°C. The total area reduction rate between the two annealings is 60%, and the single-pass area reduction rate is 15%, the annealing speed is 4m / min, the aluminum layer is removed by corrosion after drawing to φ5mm, and then the drawing is continued, and the final drawing size is φ1.4mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Outer diameter | aaaaa | aaaaa |
| Outer diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More