

Method for producing dimethyl ether from methanol by combination hydrocarbons catalytic conversion
A catalytic conversion and dimethyl ether technology, applied in chemical instruments and methods, molecular sieve catalysts, physical/chemical process catalysts, etc., can solve the problem that the amount of coke is not enough to maintain the heat balance of the process, and achieve the effect of solving the heat supply problem
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
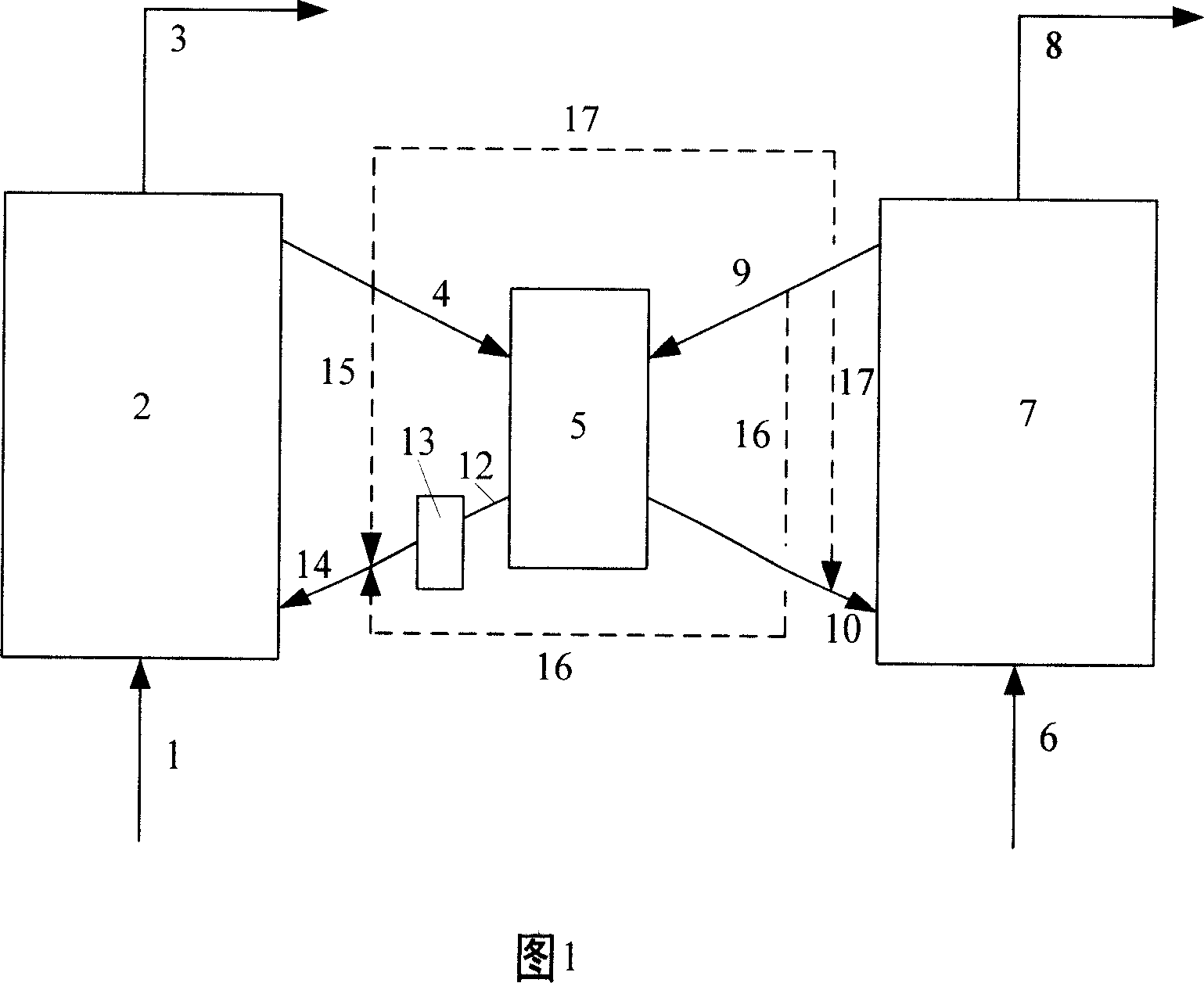
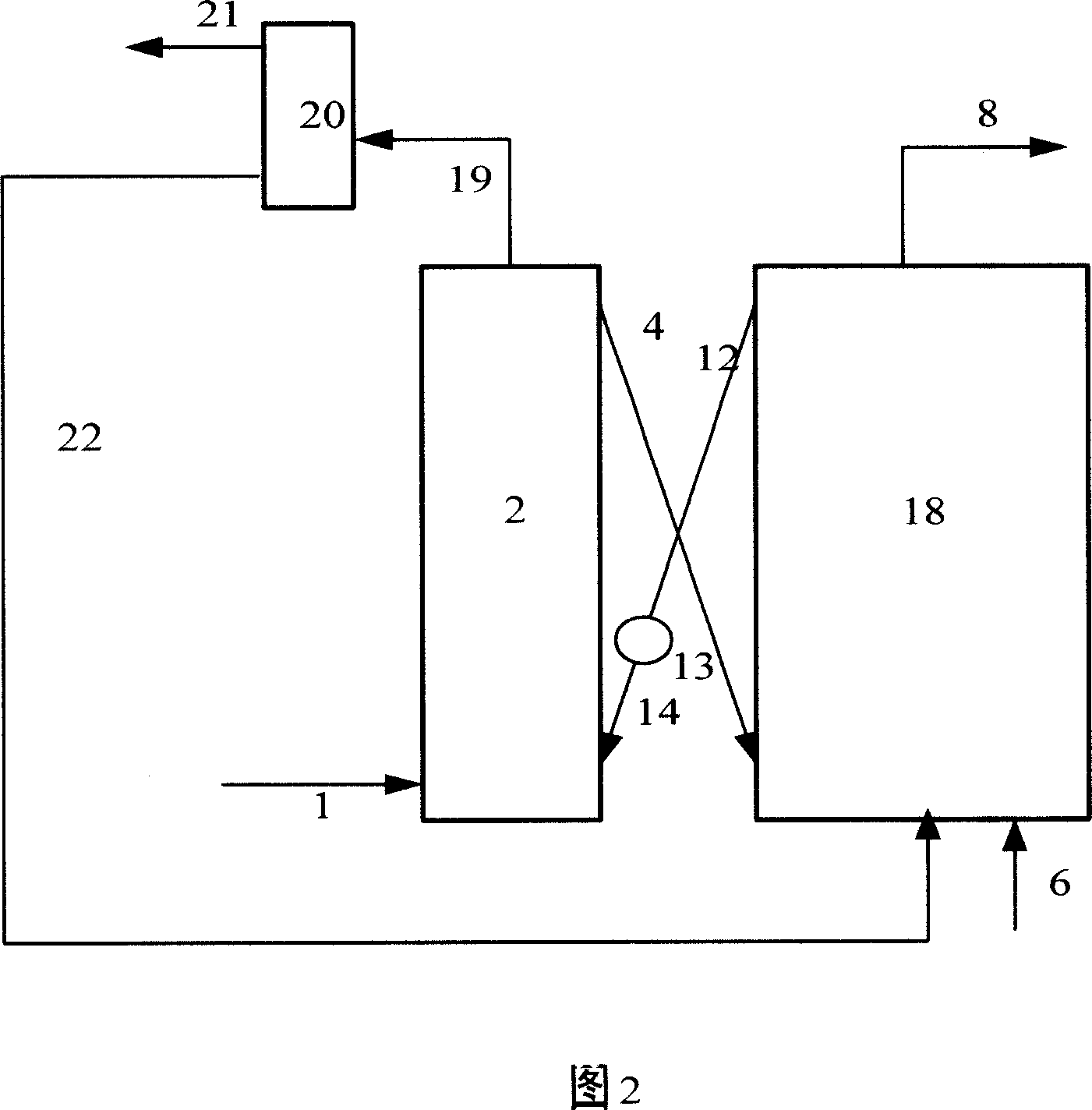
Method used
Image

Examples
Embodiment 1
[0049] The purity of methanol in the methanol raw material is 99.5% by weight, and the hydrocarbon raw material is vacuum gas oil (VGO), and its properties are shown in Table 1. The code name of the catalyst used in this example is MTD-1 (contains 30% by weight of USY zeolite, 5% by weight of ZSM-5 zeolite, and the rest is carrier, all based on the total weight of the catalyst).
[0050] The gaseous methanol raw material enters the fluidized bed reactor and contacts with the MTD-1 catalyst. At a temperature of 280°C and a pressure (gauge pressure) of 0.1 MPa, the weight ratio of the catalyst to the methanol raw material (agent-alcohol ratio) is 2.5, and the weight hourly space velocity is 3.0h -1 Reaction under the condition of condition, reactant flow obtains coke catalyst and product flow through separation, and this product flow further separates and obtains target product dimethyl ether, and product distribution is as shown in table 2, and excessive methyl alcohol returns f...
Embodiment 2
[0055] The purity of methanol in the methanol raw material is 90.0% by weight, and the hydrocarbon raw material is VGO, and its properties are shown in Table 1. The code name of the catalyst used in the present embodiment is MTD-2 (containing 35% by weight of USY zeolite, and the balance is a carrier, all based on the total weight of the catalyst)
[0056] The liquid methanol raw material enters the fluidized bed reactor and contacts with the MTD-2 catalyst. At a temperature of 380°C and a pressure (gauge pressure) of 0.1MPa, the weight ratio of the catalyst to the methanol raw material (agent-alcohol ratio) is 40, and the weight hourly space velocity is 50h -1 Reaction under the condition of condition, reactant flow obtains coke catalyst and product flow through separation, and this product flow further separates and obtains target product dimethyl ether, and product distribution is as shown in table 2, and excessive methyl alcohol returns fluidized bed reactor; Coke catalyst ...
Embodiment 3
[0061] The purity of methanol in the methanol raw material is 95.0% by weight, and the hydrocarbon raw material is VGO, and its properties are shown in Table 1. The code name of the catalyst used in this example is MTD-3 (containing 30% by weight of USY zeolite, 5% by weight of Beta zeolite, and the balance being carrier, all based on the total weight of the catalyst).
[0062] The liquid methanol raw material enters the fluidized bed reactor and contacts with the MTD-3 catalyst. At a temperature of 150°C and a pressure (gauge pressure) of 0.1MPa, the weight ratio of the catalyst to the methanol raw material (agent-alcohol ratio) is 6, and the weight hourly space velocity is 0.1h -1 Reaction under the condition of condition, reactant flow is separated to obtain coke catalyst and product flow, and this product flow is further separated to obtain target product dimethyl ether, and product distribution is as shown in table 2, and excessive methyl alcohol returns fluidized bed reac...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More