

Complete digital PWM controlled AC pulse MIG welding system
A technology of AC pulse welding system, applied in the field of AC pulse MIG welding system, can solve the problems of difficult precise control of PWM signal frequency, difficult precise control of droplet transfer, limited PWM signal frequency, etc., to achieve real-time controllable welding process , Fast calculation speed, and the effect of improving arc stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present embodiment will now be described with reference to the drawings. (embodiment carries out the welding of butt weld seam at the 3A21 aluminum alloy plate of 1mm thickness)
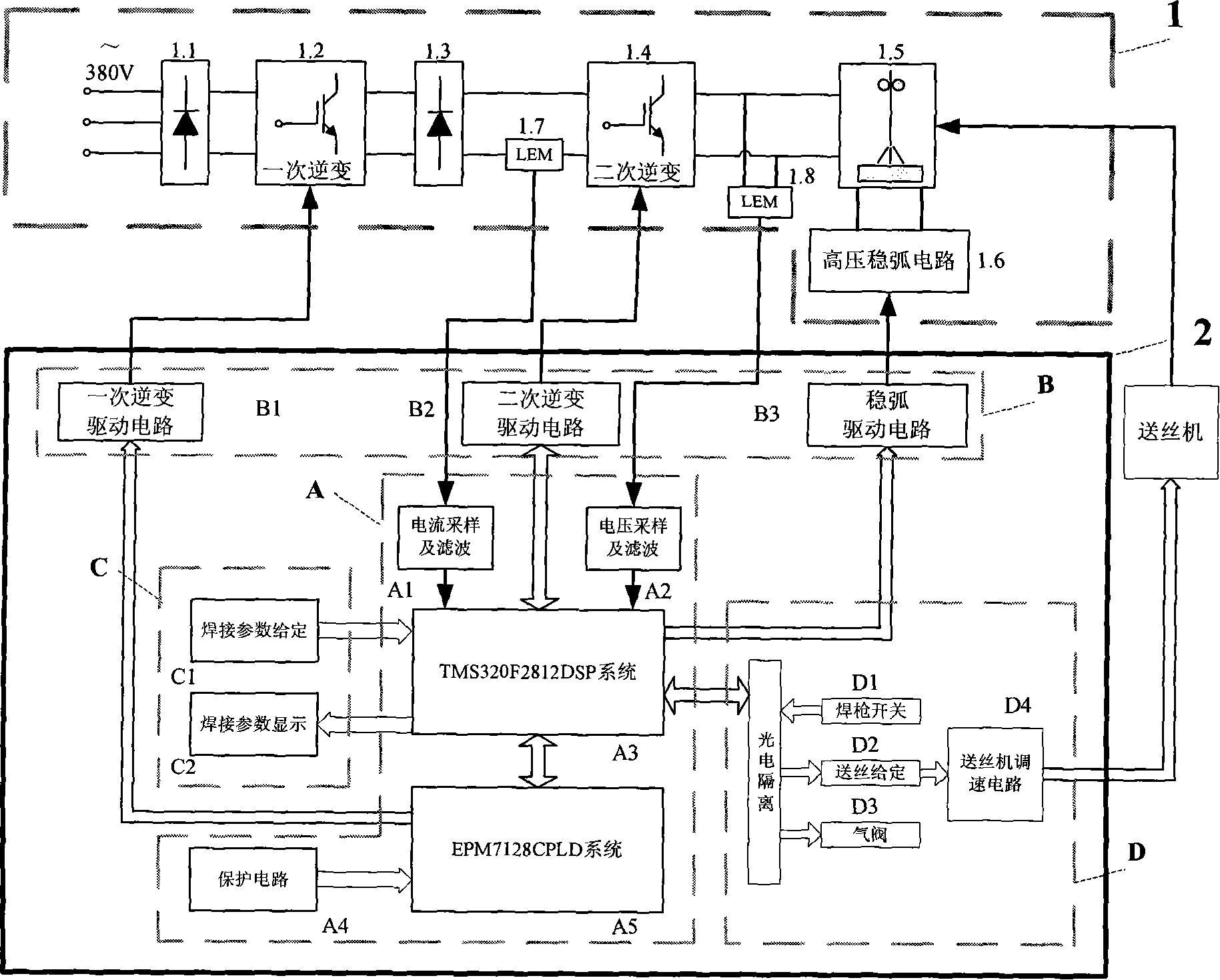
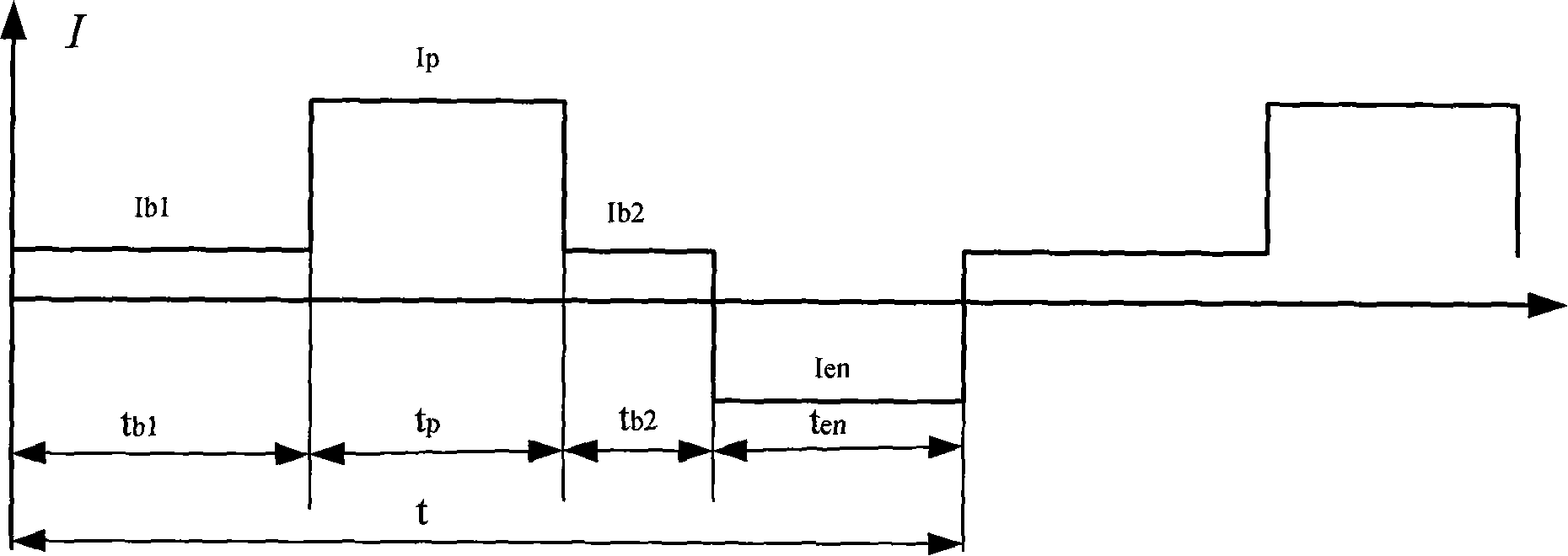
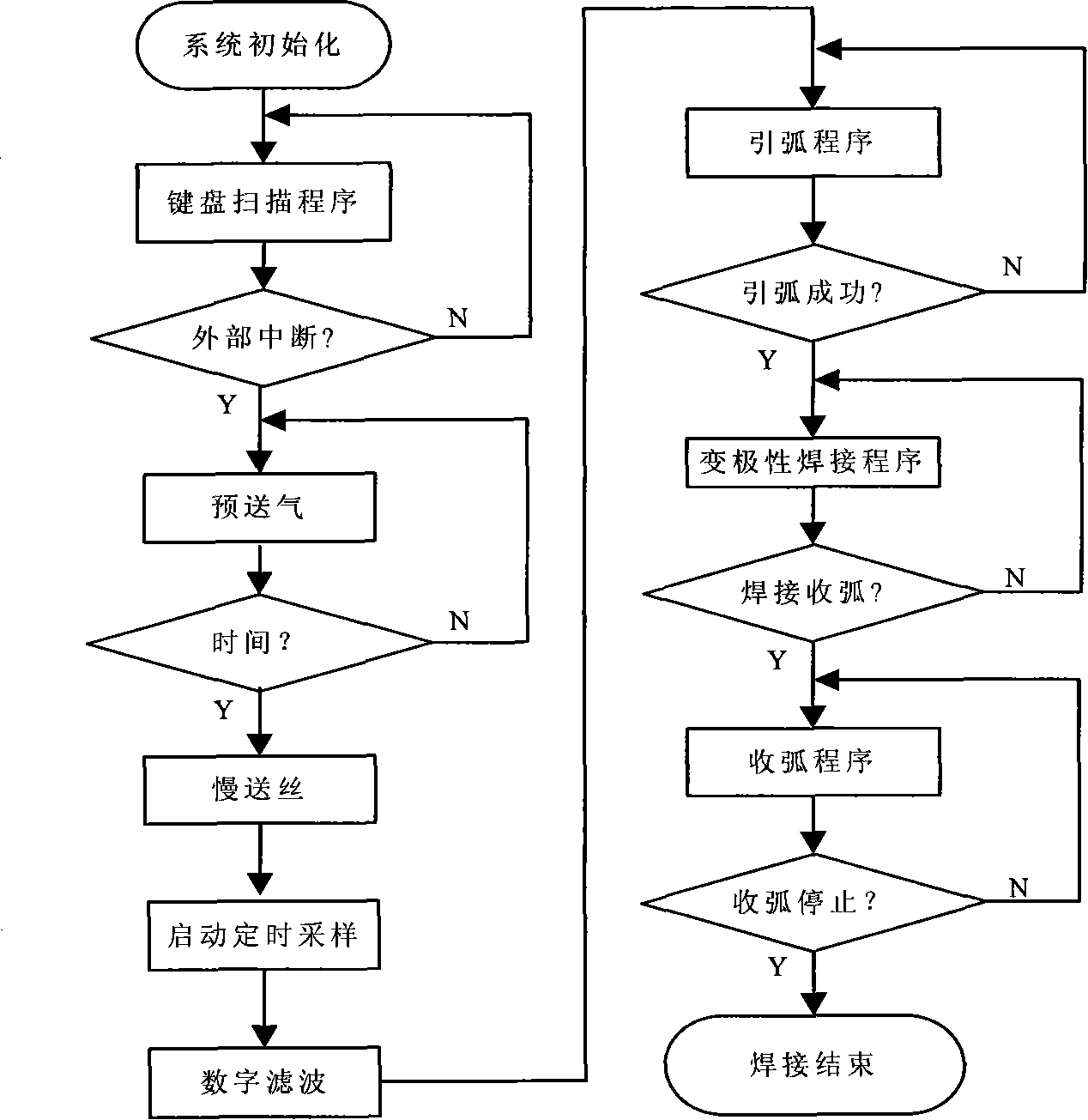
[0020] The design idea of this embodiment is: combine the DSP system and the CPLD system, pre-design the welding voltage and current waveforms according to the actual welding requirements, that is, set the voltage and current settings, and use segmented pi calculations to make the welding The current and voltage parameters of the process follow the preset parameters, combined with a special control method, to achieve a stable welding process. Wherein, the core part of this embodiment is to cooperate the two systems, namely digital control.
[0021] Such as figure 1 As shown, this embodiment includes two parts: main circuit 1 and control circuit 2 . This embodiment includes a main circuit part 1 and a control circuit part 2 . The main circuit 1 further includes a rectification and fil...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More