

Boring tool and method of boring pilot hole
A hole processing and pre-drilling technology, which is applied in the direction of manufacturing tools, metal processing equipment, hole reaming devices, etc., can solve the problems of high production cost of reamers, high cutting resistance, and inability to supply cutting oil, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
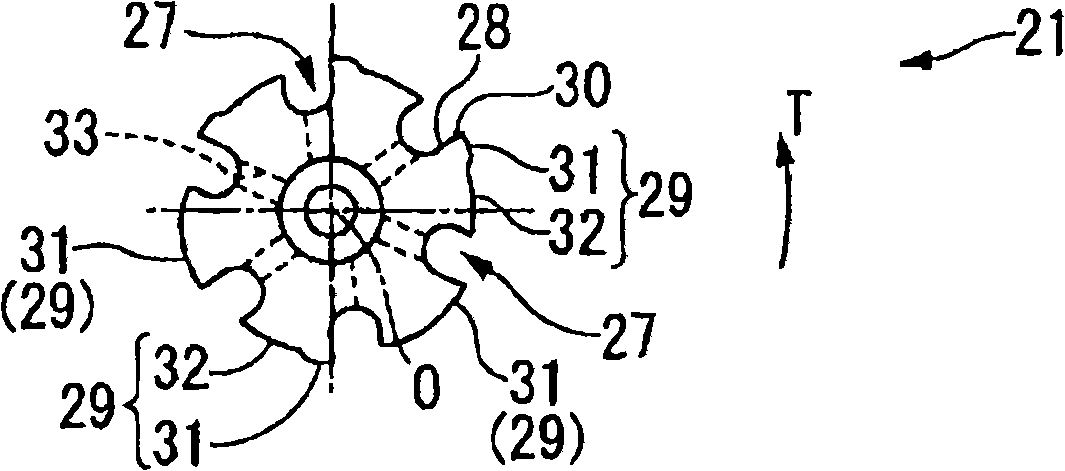
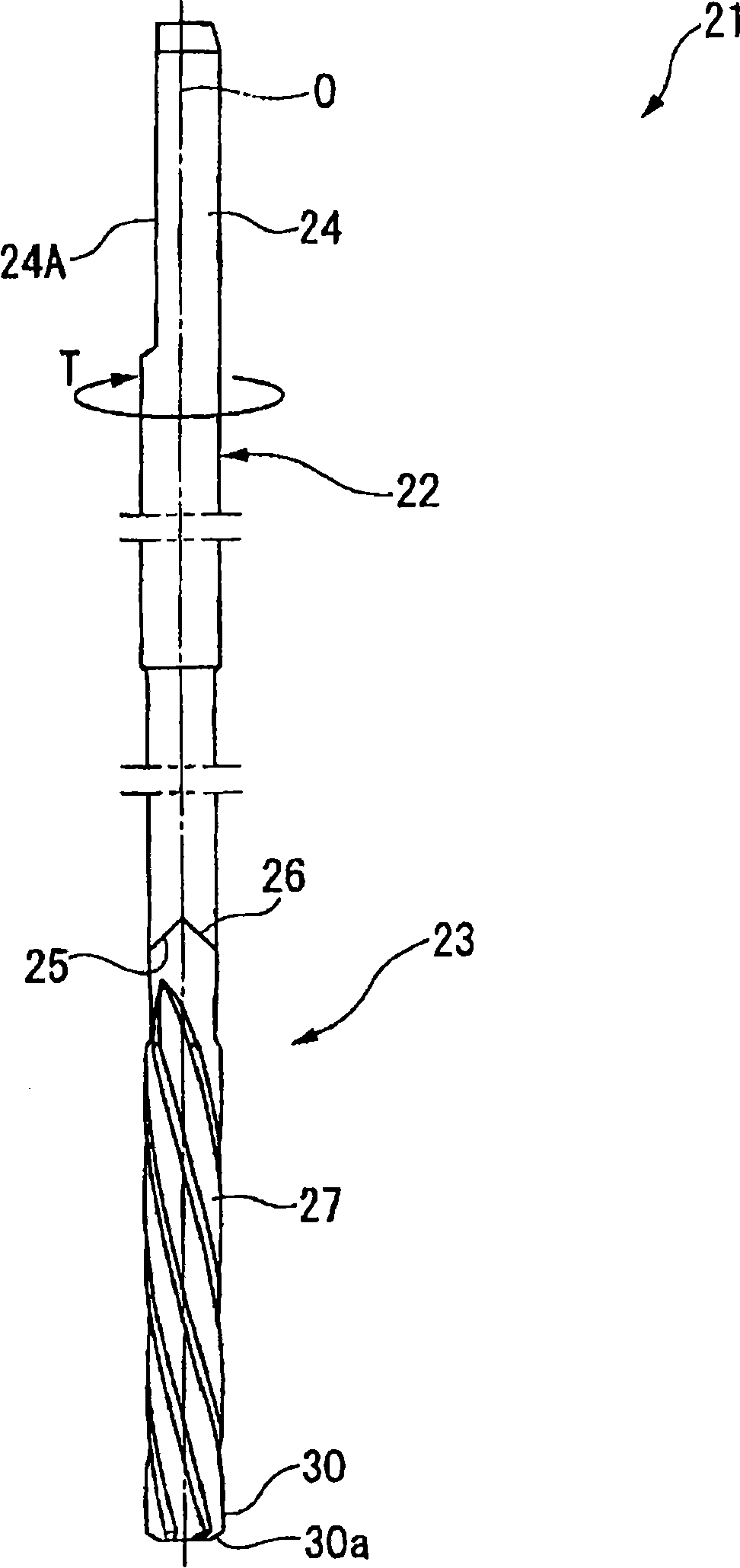
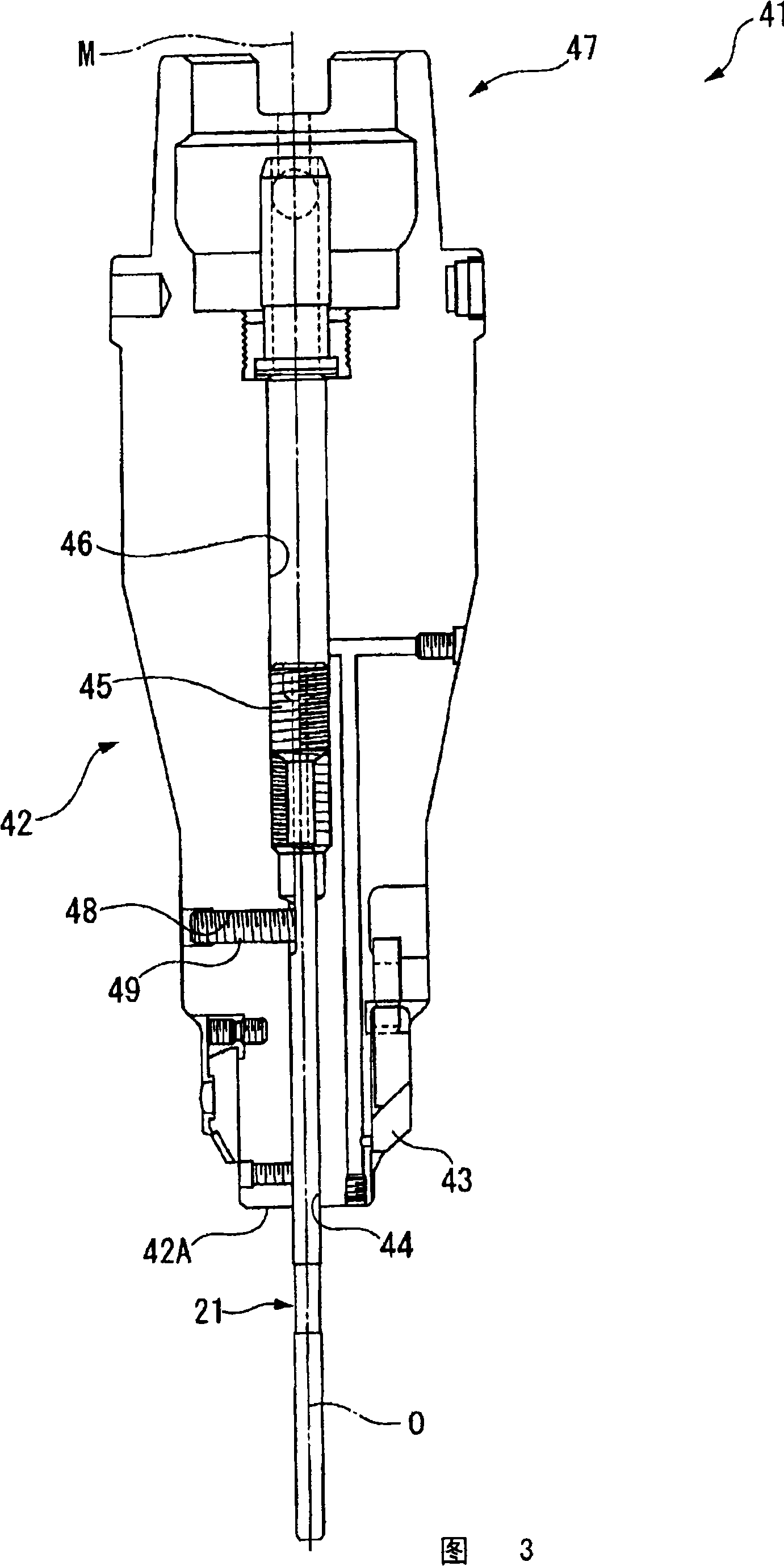
[0078] Next, a drilling tool as a first embodiment of the present invention will be described with reference to the drawings. exist figure 1 and figure 2 shows a reamer as a drilling tool according to an embodiment of the present invention. In addition, FIG. 3 shows a cutting tool to which this reamer is attached.
[0079] The hinge 21 consists of a long cylindrical shank 22 and a front end side of the shank 22 (in the figure 2 Middle is the lower side) of the knife edge portion 23 constitutes.
[0080] The shank 22 has a substantially multistage cylindrical shape centered on the axis O, and on the rear end side ( figure 2 The upper side in the middle) is provided with a mounting portion 24 for mounting the hinge 21 on the cutting tool 41 . The mounting portion 24 is provided with a flat surface 24A extending parallel to the axis O. As shown in FIG.
[0081] The diameter of the front end side of the shank 22 is one level smaller than that of the rear end side, and a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More