

Submerged arc welding method of bridge steel of different intensity scale
A submerged arc welding and level technology, applied in welding medium, welding equipment, welding equipment and other directions, can solve the problem that the toughness of the impact energy joint of the deposited metal cannot meet the welding technical requirements, and can not meet the welding technical index requirements of large-span bridge manufacturing. Low temperature toughness decline and other problems, to achieve the effects of excellent welding process performance, high impact toughness reserve and safety margin, and high impact energy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
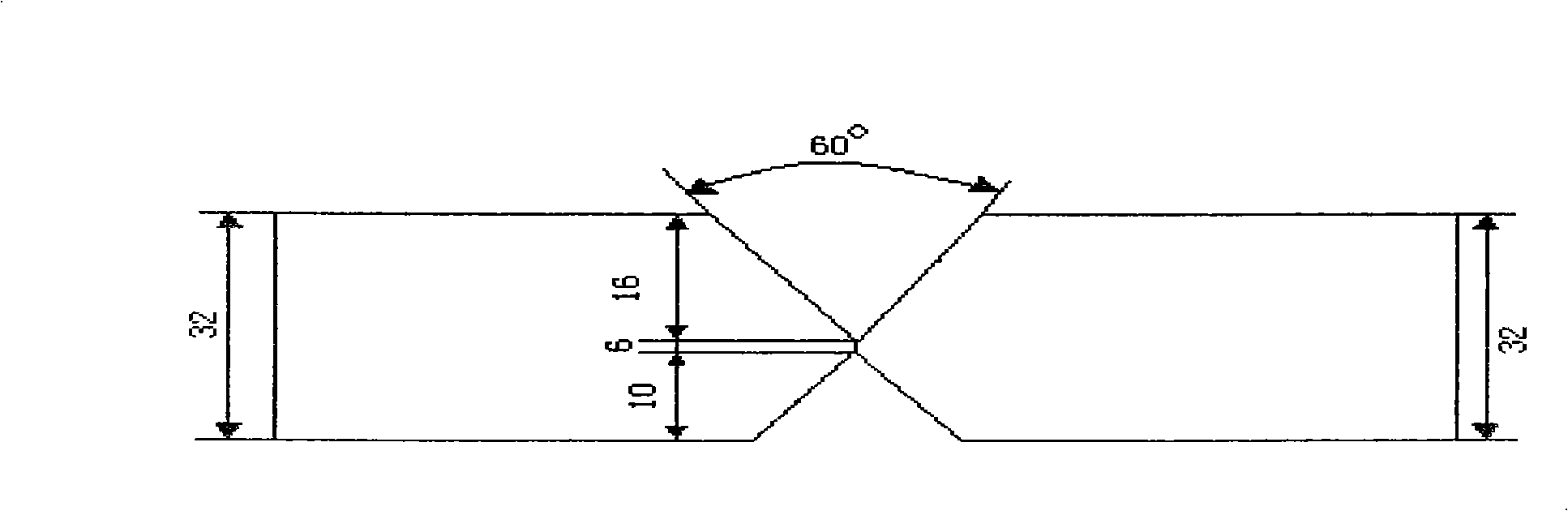
[0023] Base material: WNQ570 is a steel plate produced by thermomechanical control rolling process (TMCP+tempering), 14MnNbq is a steel plate produced by normalizing, and the thick plate combination is 32mm+32mm; the thickness of 14MnNbq bridge steel is 32mm, and the mechanical properties of the steel plate are: yield Intensity R eL : 370MPa, tensile strength R m : 530MPa, Elongation A: 35%, -40℃CA KV Impact energy: 172J; WNQ570 bridge steel has a thickness of 32mm, and the mechanical properties of the steel plate are: yield strength R eL : 490MPa, tensile strength R m : 585MPa, Elongation A: 27%, -40℃CA KV Impact energy: 270J. The size of the test plate is 600mm×400mm×32mm; the submerged arc welding groove adopts X-shaped asymmetrical groove, and the groove size sees Figure 1a As shown, the groove angle is 60°, and the blunt edge is 6mm.
[0024] Matching welding materials: The chemical composition and weight percentage of welding wire are: C: 0.06, Si: 0.06, Mn: 1.5, N...
Embodiment 2
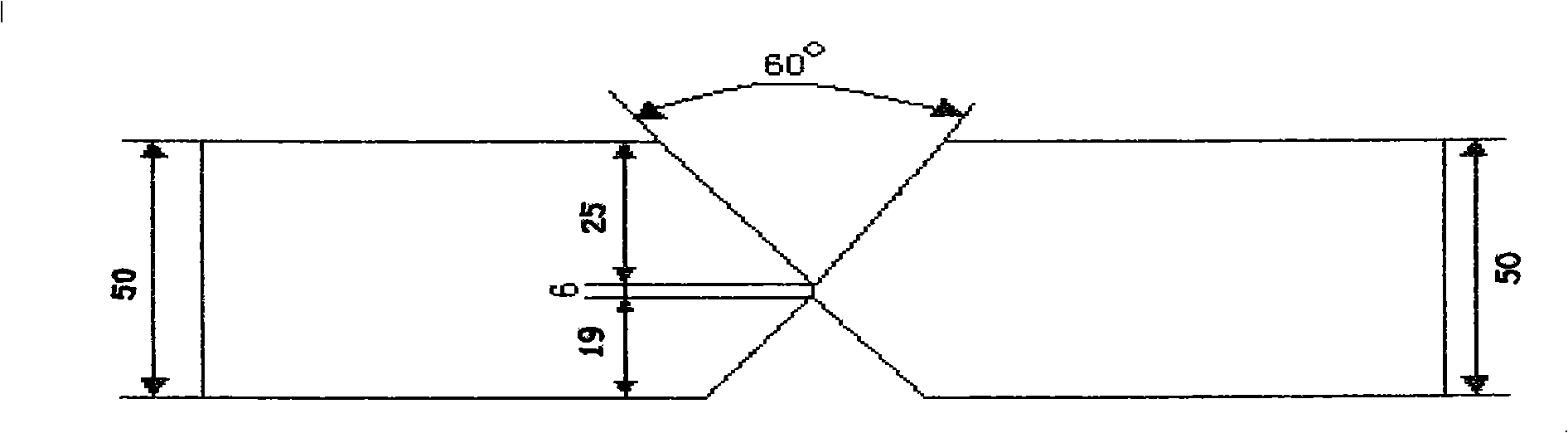
[0029] Base material: WNQ570 is a steel plate produced by thermomechanical control rolling process (TMCP+tempering), 14MnNbq is a steel plate produced by normalizing, and the combination of thick plates is 50mm+50mm; the thickness of 14MnNbq bridge steel is 50mm, and the mechanical properties of the steel plate are: yield Intensity R eL : 415MPa, tensile strength R m : 510MPa, Elongation A: 26%, -40℃CA KV Impact energy: 120J; the thickness of WNQ570 bridge steel is 50mm, and the mechanical properties of the steel plate are: yield strength R eL : 560MPa, tensile strength R m : 650MPa, Elongation A: 21%, -40℃CA KV Impact energy: 220J. The size of the test plate is 600mm×400mm×50mm; the submerged arc welding groove adopts X-shaped asymmetrical groove, and the groove size sees Figure 1b As shown, the groove angle is 60°, and the blunt edge is 6mm.
[0030] Matching welding materials: The chemical composition and weight percentage of welding wire are: C: 0.09, Si: 0.05, Mn: ...
Embodiment 3
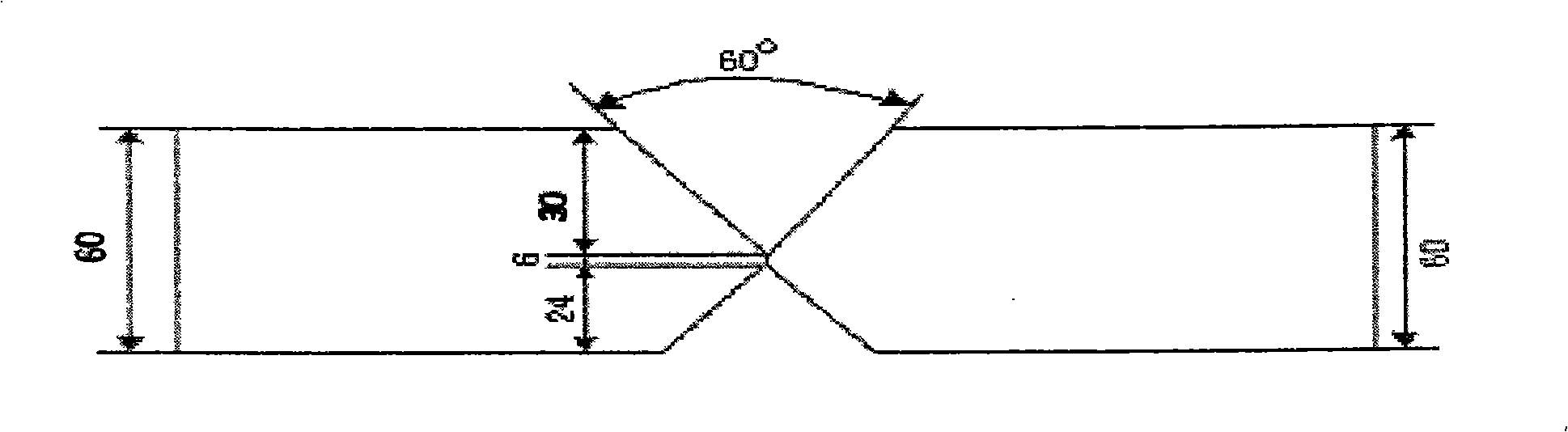
[0035] Base material: WNQ570 is a steel plate produced by thermomechanical control rolling process (TMCP+tempering), 14MnNbq is a steel plate produced by normalizing, and the thick plate combination is 60mm+60mm; the thickness of 14MnNbq bridge steel is 60mm, and the mechanical properties of the steel plate are: yield Intensity R eL : 395MPa, tensile strength R m : 550MPa, Elongation A: 20%, -40℃CA KV Impact energy: 290J; the thickness of WNQ570 bridge steel is 60mm, and the mechanical properties of the steel plate are: yield strength R eL : 420MPa, tensile strength R m : 570MPa, elongation A: 18%, impact energy A at -40°C KV : 120J. The size of the test plate is 600mm×400mm×60mm; the submerged arc welding groove adopts X-shaped asymmetrical groove, and the groove size sees Figure 1c As shown, the groove angle is 60°, and the blunt edge is 6mm.
[0036] Matching welding materials: The chemical composition and weight percentage of welding wire are: C: 0.12, Si: 0.06, Mn:...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More