Control method for full-automatically changing work roll of hot rolling finisher
A control method and technology of work rolls, applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of unrealized automatic roll change, not a roll change method, etc., to optimize the work roll change process, The effect of reducing labor costs and increasing production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
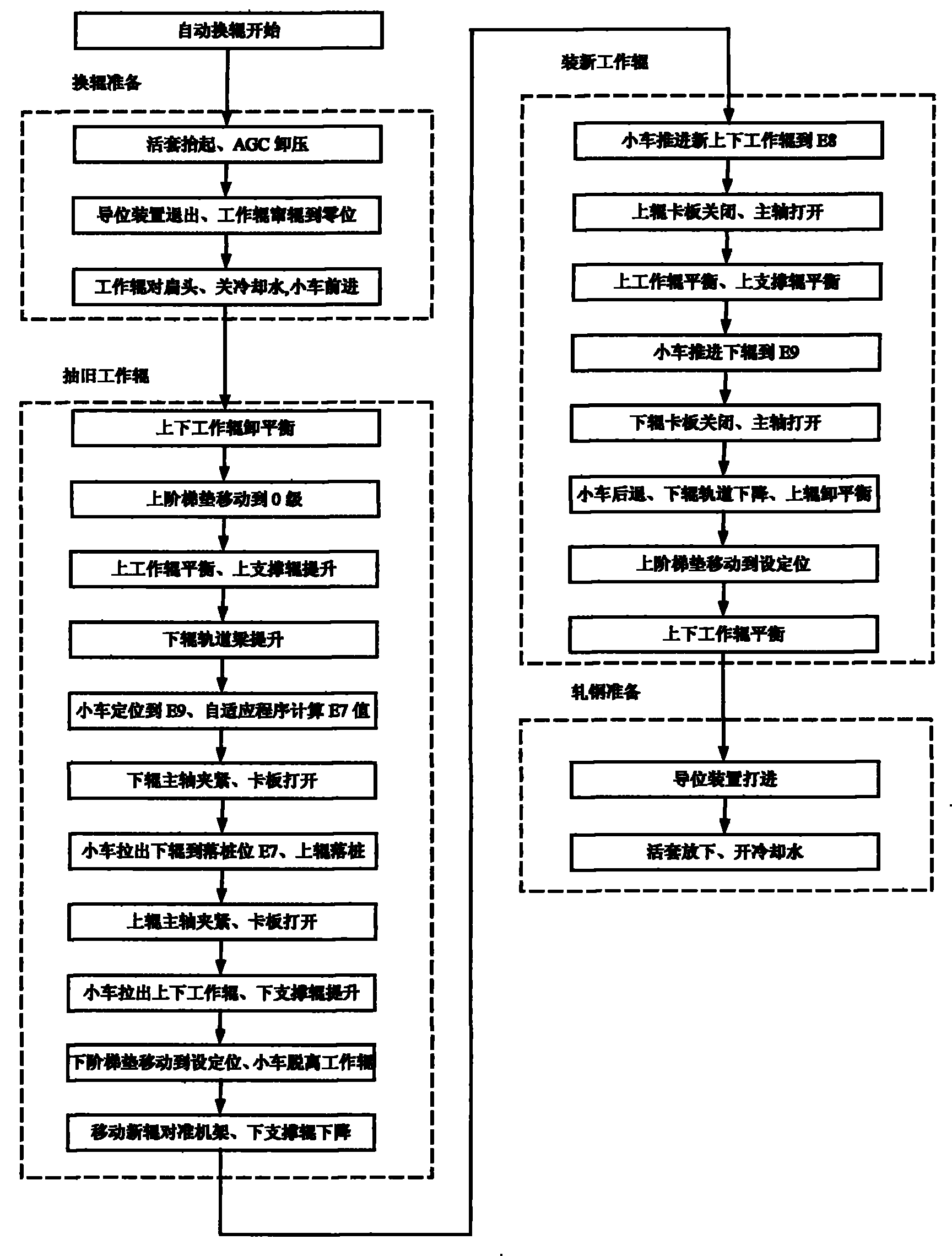
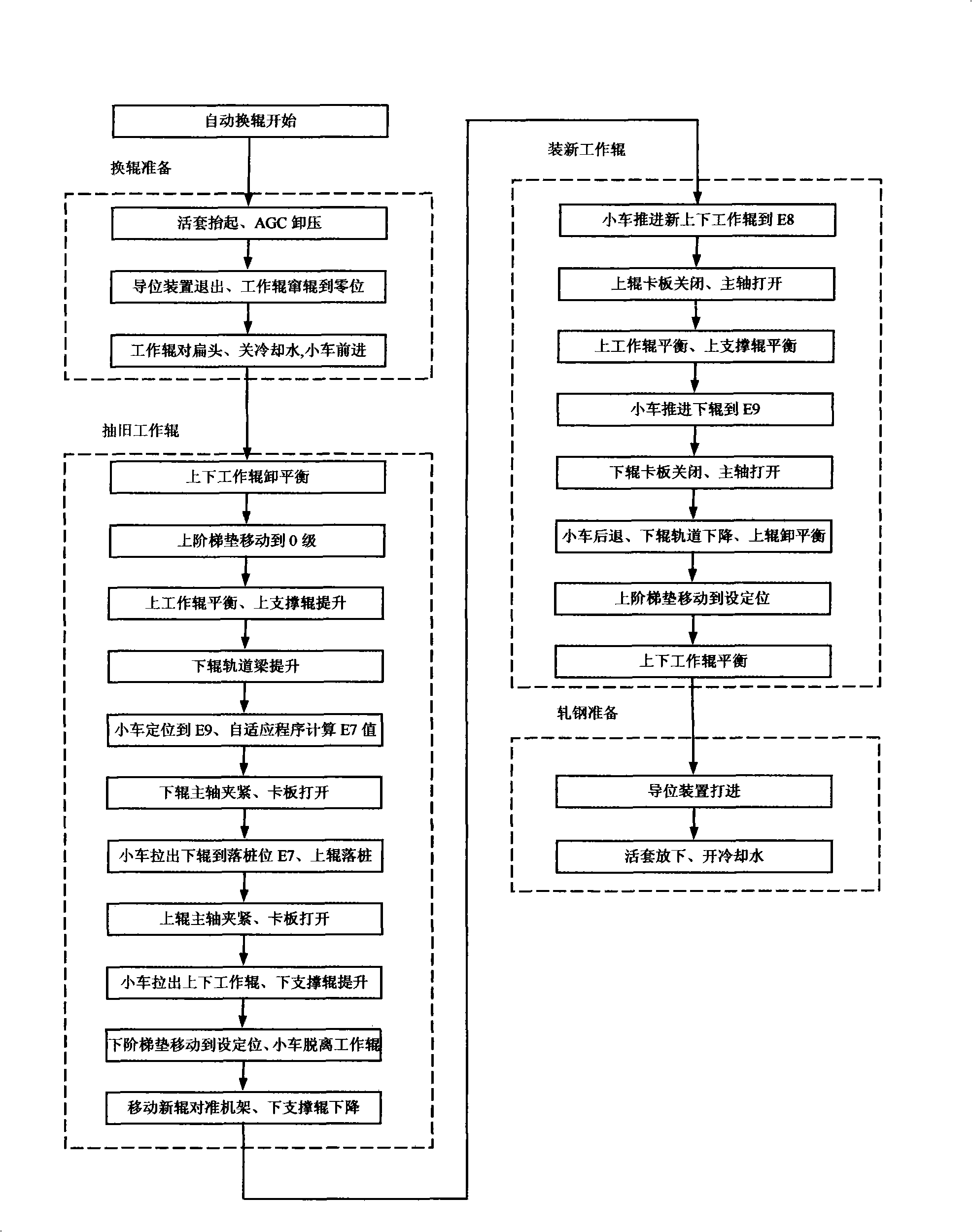
[0016] The present invention will be described in further detail below in conjunction with the accompanying drawings and embodiments.
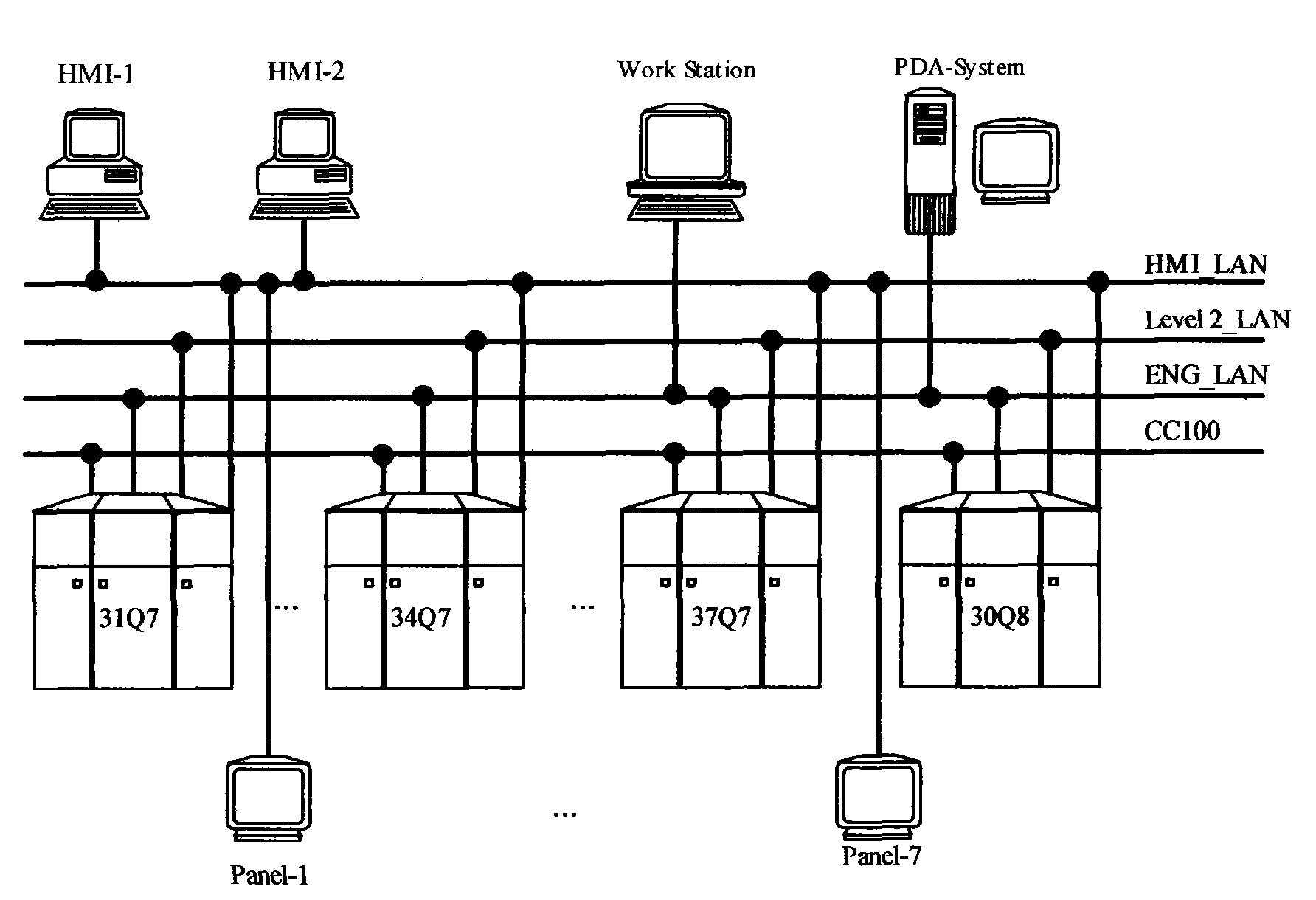
[0017] Each stand of the finishing mill controlled by the present invention adopts a VCM7750 HPCi controller, and each HPCi controller includes several resources (Resource) to realize different functions, and the roll change control is a resource of the HPCi controller, and the finishing mill automation control The system includes a total of 8 VCM7750HPCi (high-performance controller) controllers, 1 engineer server (Engineer Server), 1 human-machine interface server (HMI Server), 3 main screen operation computers (HMI), 7 local touch Operation panel (Local Panel), 2 engineer stations (Engineer Station), 1 data recording server (PDA). The controller rack, server, human-machine interface, engineer station, and data recording server communicate through 4-level networks. The 4-level networks are human-machine interface Ethernet (HMI LAN), engineer...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com