

High strength anti-collision pipe for automobile and method of manufacturing the same
A manufacturing method and high-strength technology, applied in the direction of manufacturing tools, furnace types, furnaces, etc., can solve the problems of large size, small number, uniformity, etc., and achieve uniform ultra-fine grain structure, inhibit grain growth, and uniform heating. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
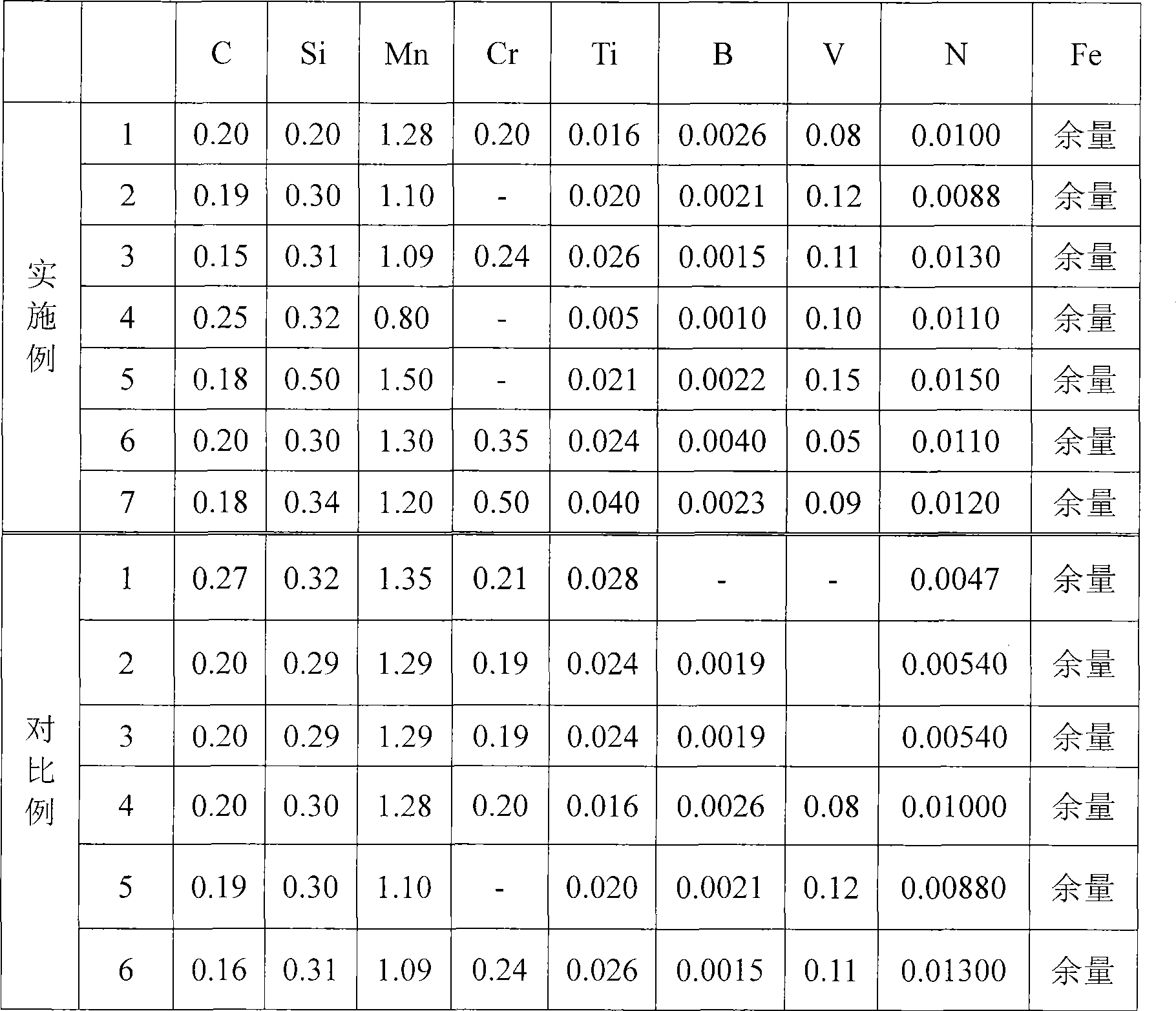
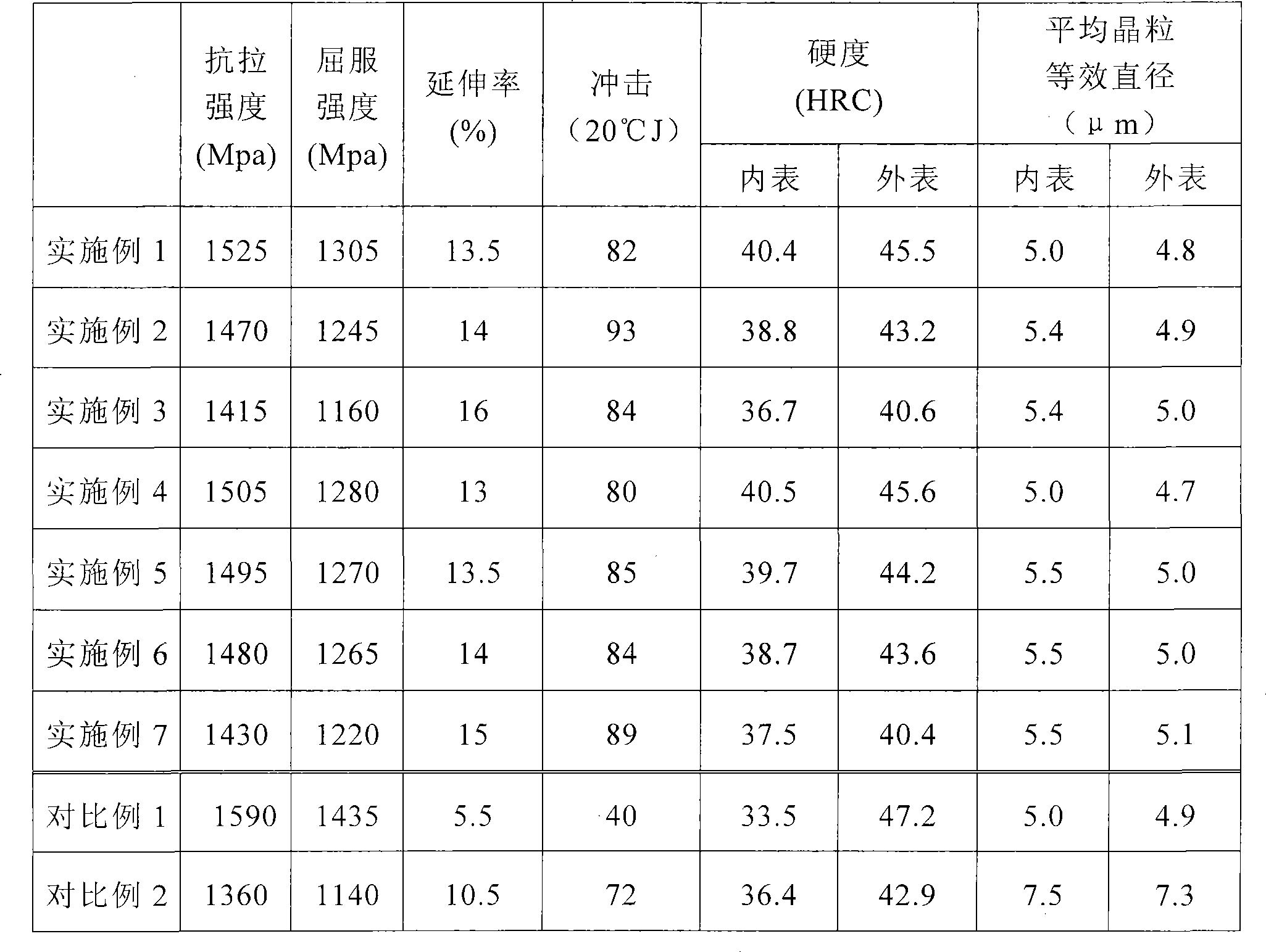
[0041] The smelting and casting of the embodiment of the present invention is carried out according to the conventional technology, and the seamless steel pipe with a wall thickness of 2.5mm is made by adopting the piercing+cold rolling (cold drawing) process; microalloy steel pipe;
[0042] The comparative examples are the steel pipes with the chemical composition range of the patents JP04063242A, JP04063242A, and JP04063227A produced by the steel plate welded pipe process, and the wall thickness of the steel pipes is all 2mm. The above-mentioned steel pipes are air-cooled after being normalized at 820 degrees; and then subjected to high-frequency induction hardening.
[0043] The chemical composition of the embodiment of the present invention and the comparative example are shown in Table 1, and the manufacturing process is shown in Table 2. After high-frequency induction hardening, water cooling is used; finally, annealing is carried out, the annealing temperature is 200 de...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More