

Hard alloy sintering process and degumming and vacuum sintering integrated furnace
A cemented carbide and vacuum sintering technology, which is applied in furnaces, muffle furnaces, cooking furnaces, etc., can solve the problems of not being suitable for sintering of fine-grained products, large investment in equipment costs, and long production time, so as to reduce sintering costs, Low equipment cost and the effect of improving sintering quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
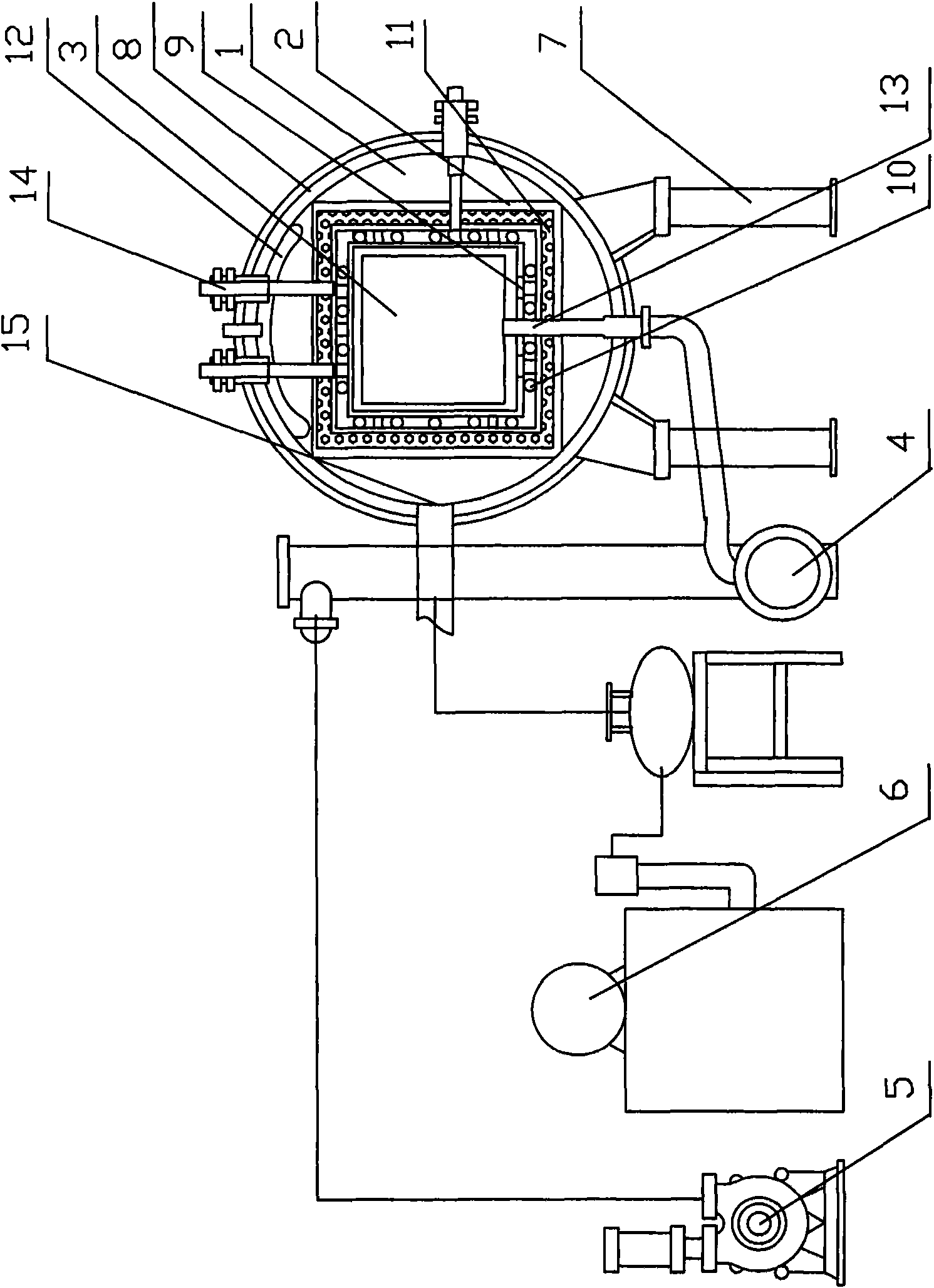
Image

Examples
Embodiment 1
[0029] The first step, forming
[0030] According to the shape of the workpiece, take YG8 cemented carbide powder and resin glue to mix, press molding;
[0031] The second step, degumming
[0032] Put the formed workpiece in the first step into the furnace, evacuate and maintain the vacuum in the furnace at 75Pa, start the glue pump, control the heating rate of 1°C / min, raise the temperature to 330°C, and keep it for 50min to vaporize the adhesive; then, continue to heat up To 650 ℃, keep warm for 50 minutes, so that the remaining adhesive gas in the furnace is cracked, and the degumming is completed;
[0033] The third step, sintering
[0034] After the second step, continue to evacuate to 140Pa, raise the temperature to 1410°C at the same time, keep the heat for 50min, and control the heating rate at 2°C / min to complete the sintering.
[0035] After testing, the performance parameters of the obtained product are: porosity: A02, B00 grade; non-combined carbon content: C00 ...
Embodiment 2
[0037] The first step, forming
[0038] According to the shape of the workpiece, take YG8 cemented carbide powder and resin glue to mix, press molding;
[0039] The second step, degumming
[0040] Put the formed workpiece in the first step into the furnace, evacuate and maintain the vacuum in the furnace at 80Pa, start the glue pump, control the heating rate of 1.5°C / min, raise the temperature to 340°C, and keep it for 65min to vaporize the adhesive; then, continue to heat up To 640 ℃, keep warm for 65 minutes, so that the remaining adhesive gas in the furnace is cracked, and the degumming is completed;
[0041] The third step, sintering
[0042] After the second step, continue to evacuate to 150Pa, and at the same time raise the temperature to 1450°C, keep the temperature for 60min, and control the heating rate at 5°C / min to complete the sintering.
[0043] After testing, the performance parameters of the obtained product are: porosity: A02, B00 grade; non-combined carbon ...
Embodiment 3
[0045] The first step, forming
[0046] According to the shape of the workpiece, YG10x cemented carbide powder and resin glue are mixed and pressed into shape;
[0047] The second step, degumming
[0048] Put the formed workpiece in the first step into the furnace, evacuate and maintain the vacuum in the furnace at 85Pa, start the glue pump, control the heating rate of 2°C / min, raise the temperature to 350°C, and keep it for 80min to vaporize the adhesive; then, continue to heat up To 660 ℃, keep warm for 80 minutes, so that the remaining adhesive gas in the furnace is cracked, and the degumming is completed;
[0049] The third step, sintering
[0050] After the second step, continue to evacuate to 160Pa, raise the temperature to 1480°C at the same time, keep the temperature for 70min, and control the heating rate at 8°C / min to complete the sintering.
[0051] After testing, the performance parameters of the obtained product are: porosity: A02, B00 grade; non-combined carbo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| flexural strength | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More