

Non-vacuum semi-solid stirring brazing method for aluminum alloy and composite material thereof
A composite material and brazing method technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve the problem of semi-solid connection technology that has not been reported, and achieve the goal of overcoming adverse consequences, improving performance, and short welding cycle. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
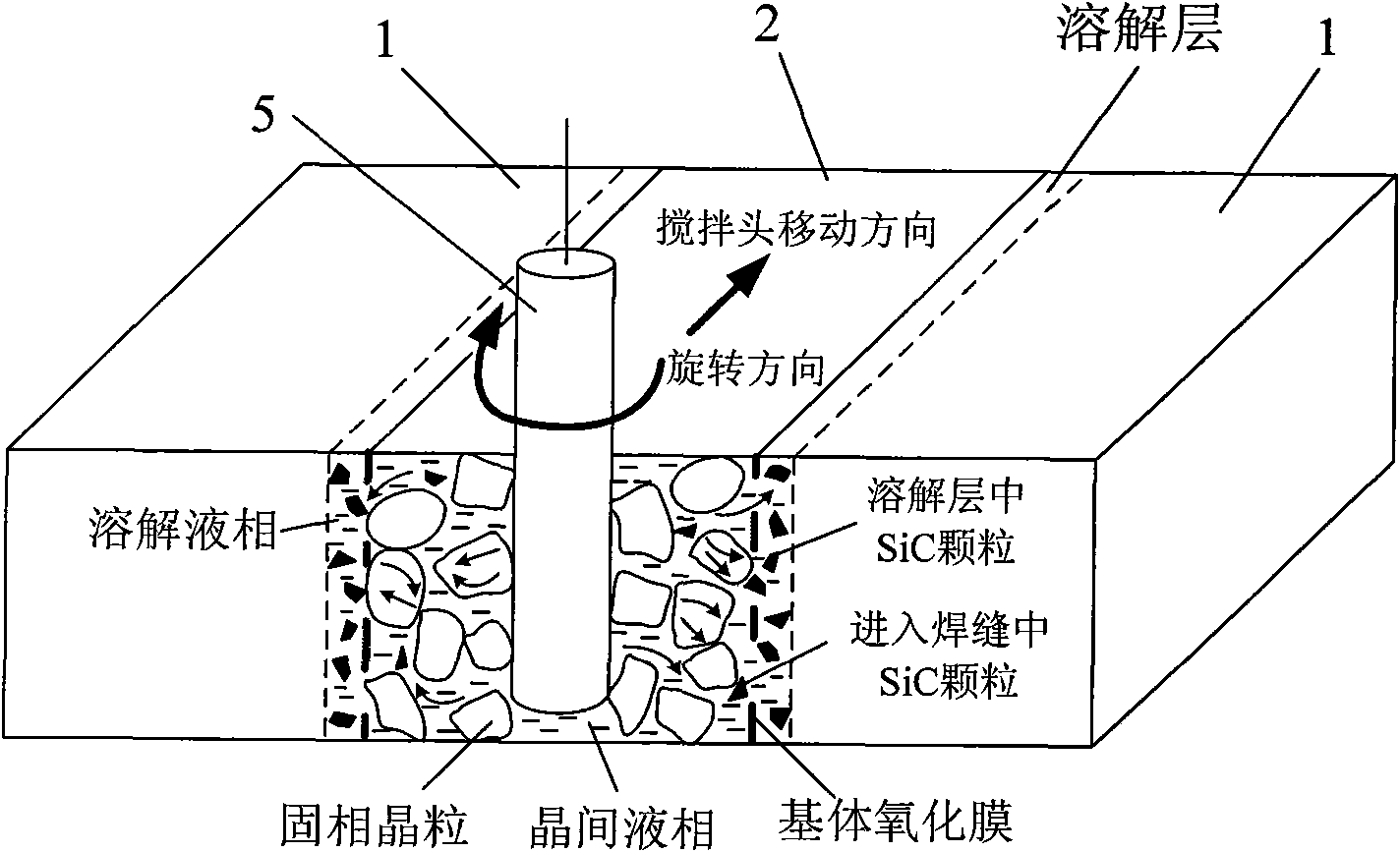
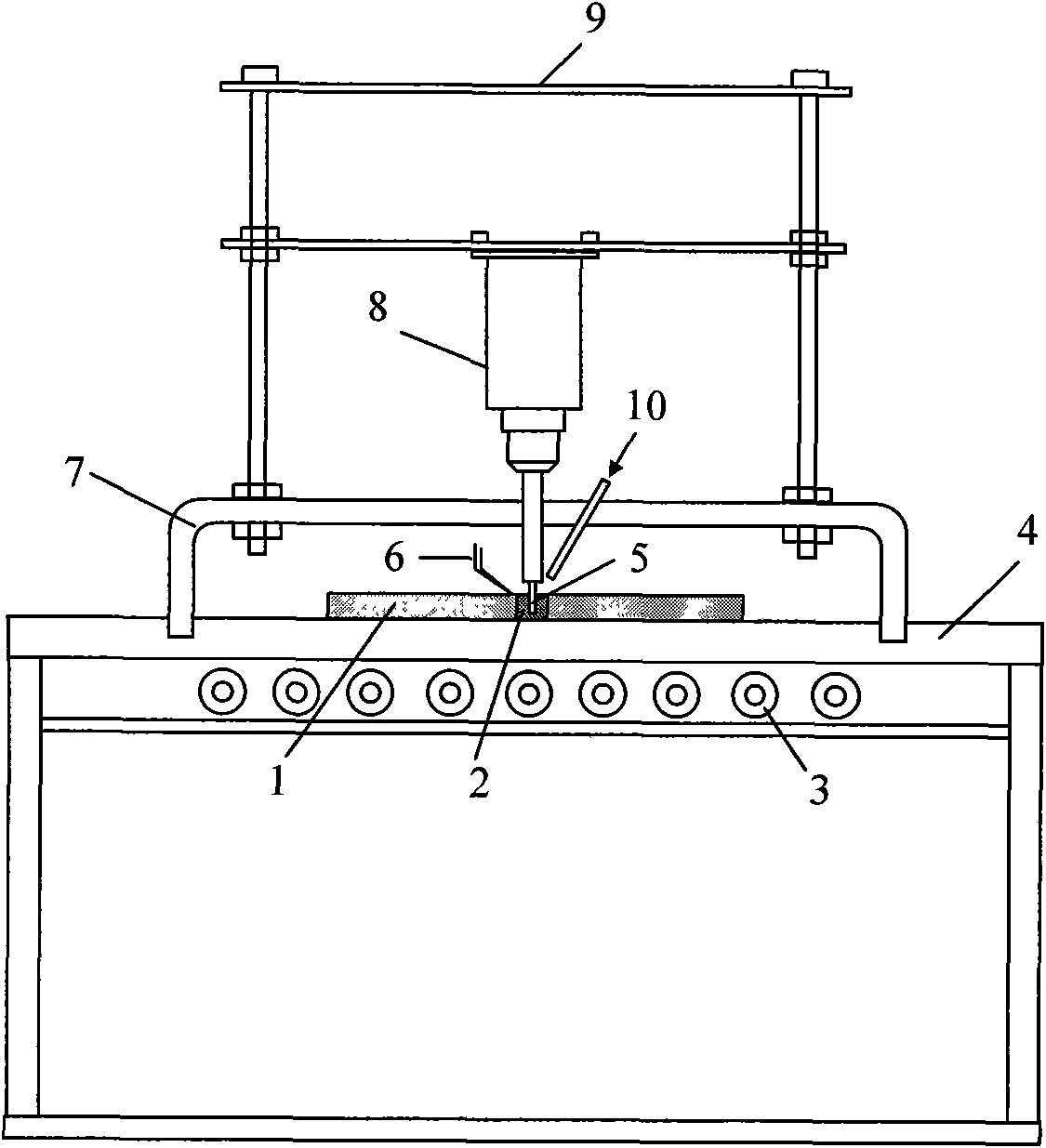
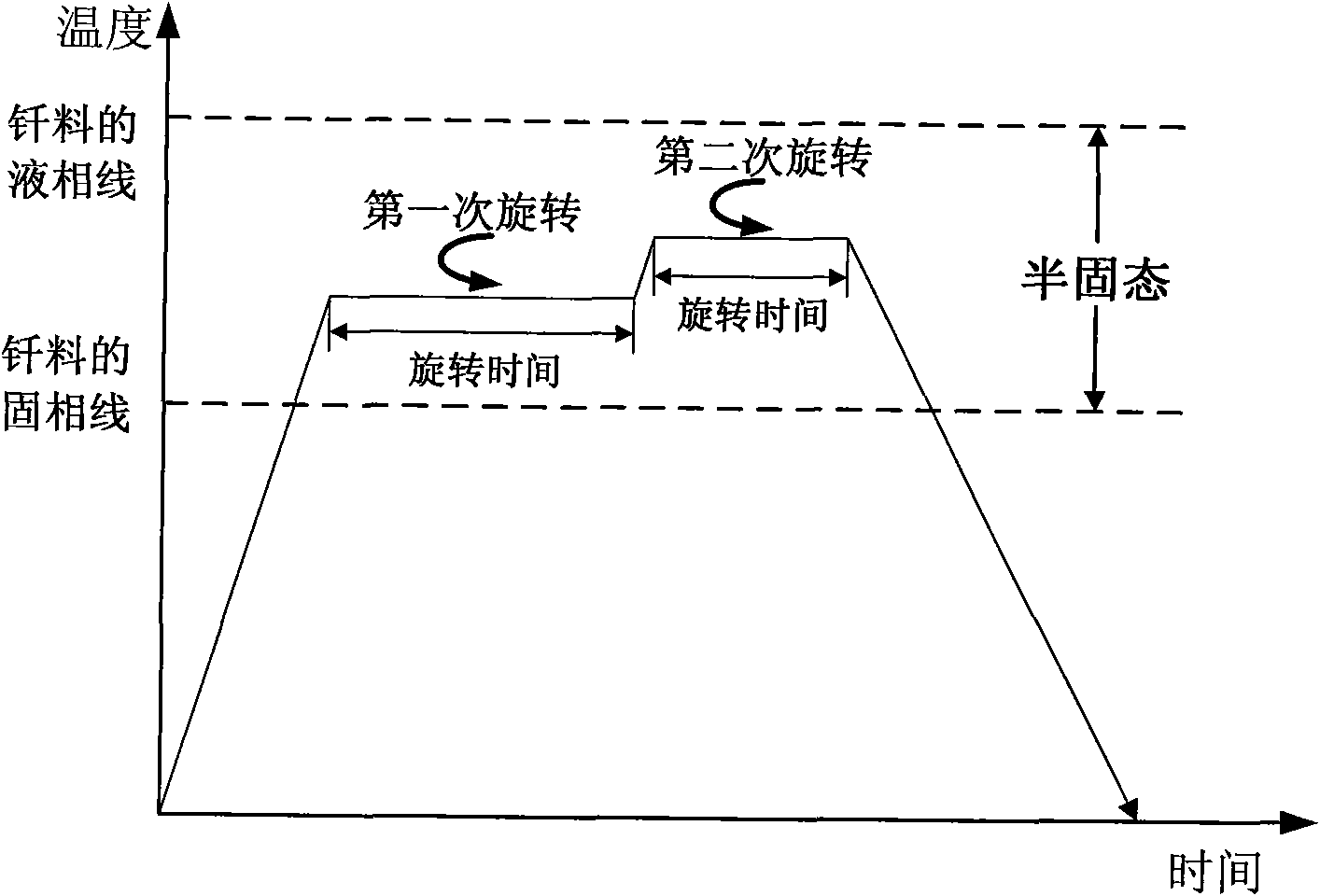
[0034] Example 1: Mount the aluminum-based composite weldment 1 on the welding platform 4 and place the Zn-Al medium-temperature brazing filler metal 2 on the two surfaces to be welded. The brazing filler metal 2 can be in the form of a sheet, a square column, a coating or sprayed on Surface to be welded. The welding piece is heated by the resistance heater 3, and the heating temperature is between 390-420°C, such as 390°C, 400°C, 410°C, 420°C, so that the solder 2 is partially melted. Immediately start the rotating sliding device, the orbital sliding platform 7 drives the stirring head 5 to move, and the rotating motor 8 mounted on the motor support 9 drives it to rotate. The rotation speed is 150-300 rpm, such as 150 rpm, 180 Revolutions / min, 200 revolutions / min, 230 revolutions / min, 250 revolutions / min, 280 revolutions / min or 300 revolutions / min, the temperature is constant during the rotation process, and the longitudinal movement speed of the stirring head 5 parallel to th...
Embodiment 2
[0035] Example 2. The second embodiment of the present invention is based on the first embodiment. After one rotation, the holding temperature is between 430-440°C, such as 430°C, 435°C, 440°C, and the holding time In 2-5 minutes, the middle solder 2 is further melted. After that, start the rotary sliding device (secondary rotation) again, the rotation speed is 100-150 revolutions / min, such as 100 revolutions / min, 120 revolutions / min, 150 revolutions / min, the stirring head slides in the opposite direction, and the moving speed is 1-1.5 cm / minute. When the stirring head moves to the initial end of the weld, stop rotating, lift the stirring head, and keep it warm for 15-30 minutes, such as 15 minutes, 22 minutes, 27 minutes, 30 minutes, and cool down with the furnace.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More