

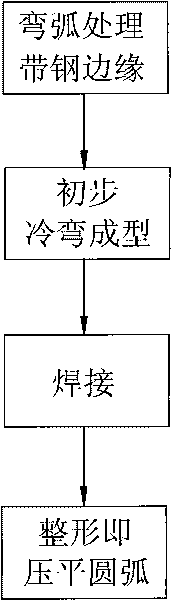
Process for forming and welding closed-end cold-bent section steel
A technology of cold-formed steel and welding process, which is applied in the direction of welding equipment, welding equipment, auxiliary welding equipment, etc., which can solve the problems of collapse of profiled bar side legs, difficult control of profile size and shape, accumulation, etc., and achieve high welding stability, The effect of reliable weld quality and precise forming size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The forming and welding process of a closed cold-formed steel according to the present invention will be described in detail below with reference to the accompanying drawings:
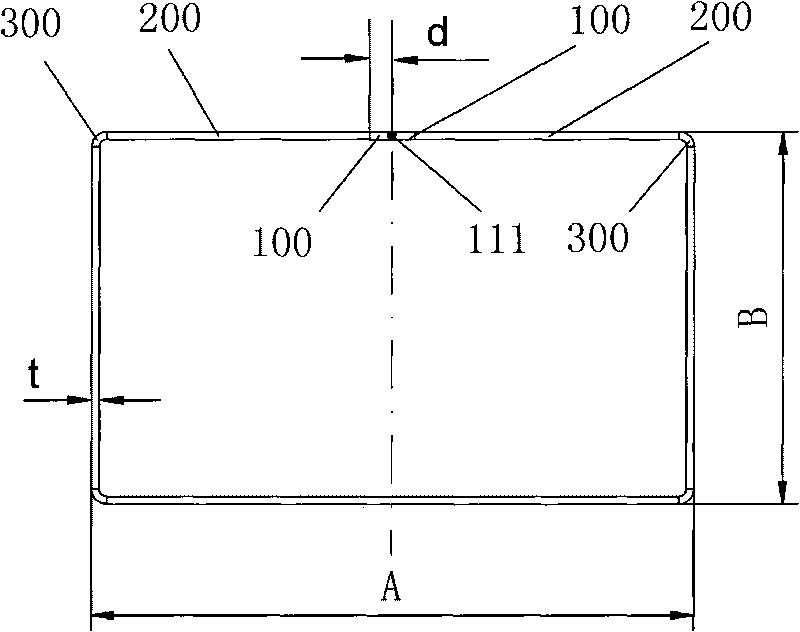
[0030] Step 1. Determine the strip blanking width of the final section of cold-formed steel as required, and determine the forming benchmark. Such as figure 2 As shown, the final cross section of the cold-formed steel is rectangular, thereby forming a cold-formed rectangular tube. Take a strip steel plate with a thickness of t, and the width of the blank is the sum of the straight lengths of the four sides of the rectangular cross section, namely (A+B)x2. The forming datum is set as: the horizontal datum is the lower side of the rectangular section, and the vertical datum is the center line that passes through the lower side of the rectangular section and is perpendicular to the lower side of the rectangular section.
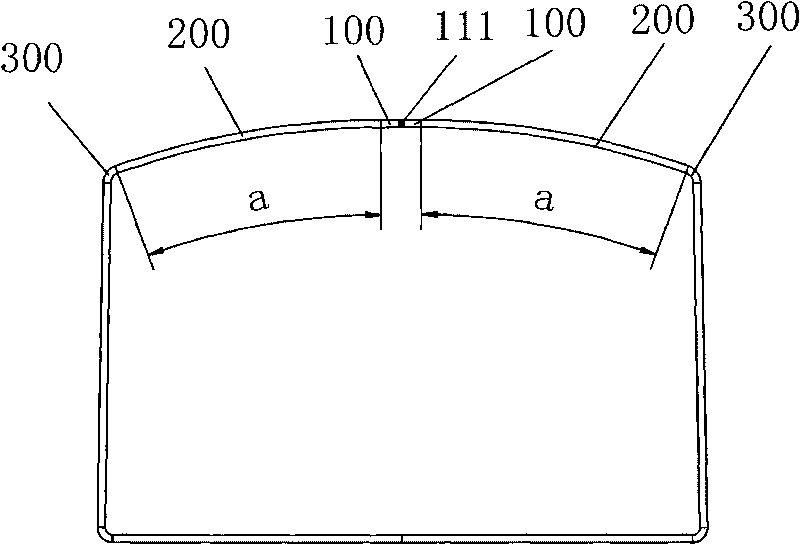
[0031] Step 2. Determine the bending angle of the strip edge after bending. See...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More