

Method for continuously and thermally galvanizing pipe
A technology of hot-dip galvanizing and steel pipe, applied in hot-dip galvanizing process, coating, metal material coating process, etc., which can solve the problems of non-continuous production, waste of double-sided galvanizing, and difficulty in controlling the thickness of the coating, so as to improve automation Degree, reduce production cost, improve the effect of coating quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
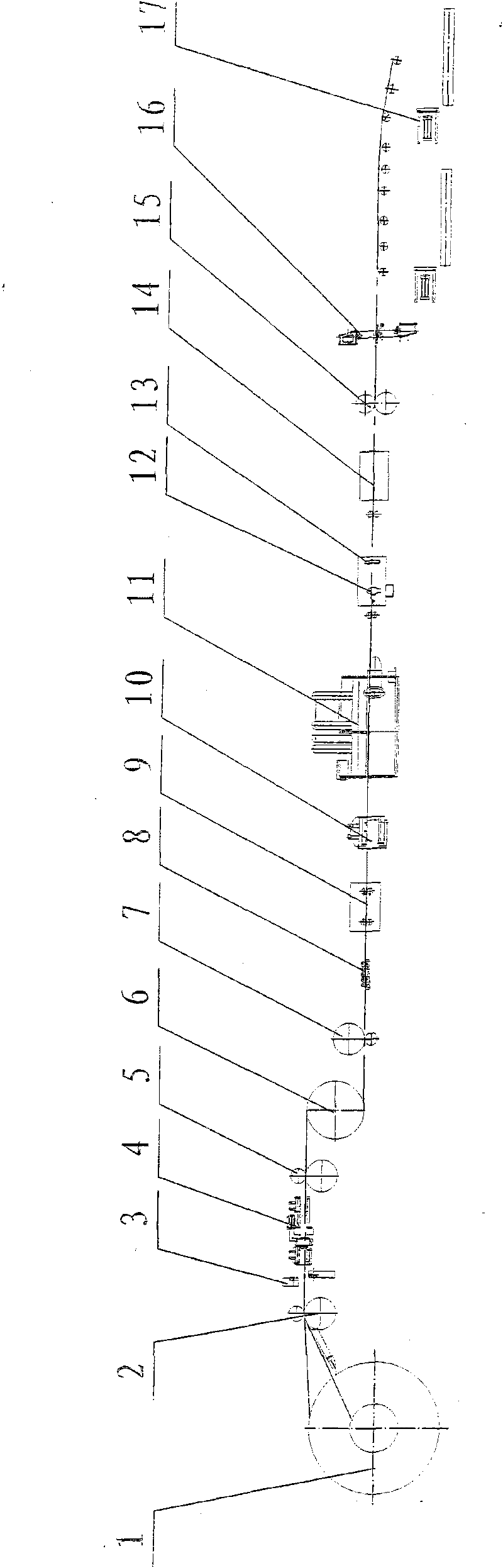
[0017] Entrance section: first place the steel coil on the uncoiler 1 with the steel coil car, cut off the plate head with the head and tail cutter 2, and flatten through the first pinch roller 3 and pass through the steel plate welding machine 4, and the previous one The steel coil is welded together by cutting the head and tail and cutting off the irregular tails of the steel plate, and changing the position and direction of the steel strip through the pinch roller 5, so that the steel strip enters the disc looper from the horizontal direction to the vertical direction. 6. The steel strip enters the coiled looper 6. When the coil is uncoiled normally, the coiled looper 6 stores the material. When the coil is changed and welded, the coiled looper 6 discharges the material, which meets the requirements of continuous production of the unit; the process section: the steel strip from The disc looper 6 comes out and is turned by the second pinch roller 7, so that the steel strip ch...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More