Forging process for engine crankshaft of excavator
An engine and excavator technology, applied in the field of forging technology, can solve the problems of many ordinary forging equipment and uncommon advanced technology, and achieve the effect of good metal flow, simple process and dense organization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0041] 1) For material selection, steel rods with a metal grade of 40Cr are selected.
[0042] 2) For blanking, choose Φ120mm raw steel sawing according to the crankshaft model. The length of the blank blank is 1000mm, which is consistent with the forging process regulations. Use calipers and tape measures to check the size of the material, and visually check that the inclination of the saw edge does not exceed 2°, and the burr is not large. Greater than 2mm.
[0043] 3) Heating, using a double-chamber pusher furnace to heat the billet. The one-time charge of the pusher furnace is less than 15 pieces. The temperature of the billet is controlled at 1180 ° C ~ 1240 ° C, and the heating time is 40 ± 9 minutes. Thermometer checks the temperature of the billet and records it;
[0044] 4) Clean up, put the heated billet on the scale beating machine to clean the oxide scale on the billet surface.
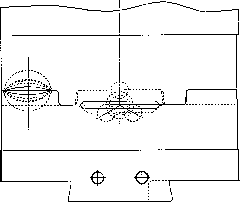
[0045] 5) Bending, put the cleaned blank into the bending die chamber of the hammer ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More