

Method for welding steel plate by multi-layer welding
A technology for welding steel plates and multi-layer welding, which can be used in welding media, welding equipment, welding equipment, etc., and can solve problems such as insufficient mechanical properties of welded joints.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
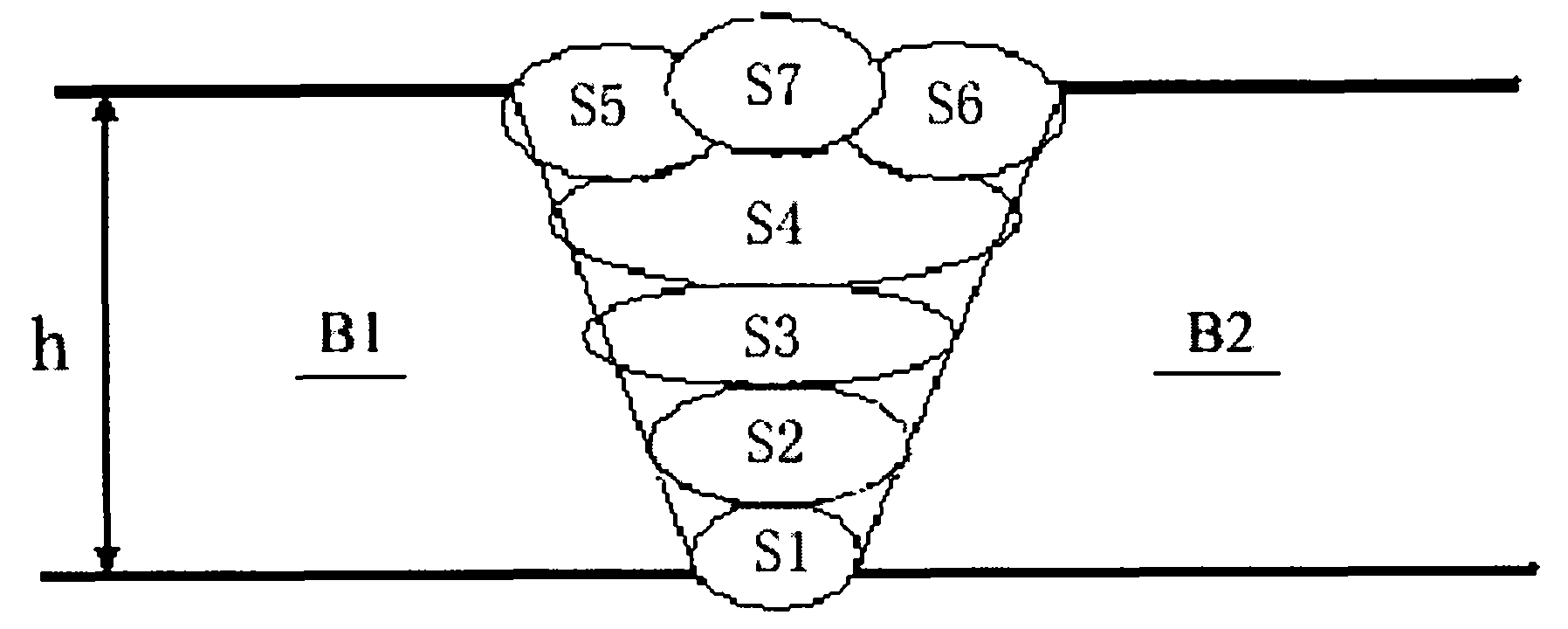
[0034] use figure 2 The multilayer welding process shown uses MAG welding to perform multilayer welding of Q450NQR1 steel plates with a thickness of 12mm. The shielding gas for MAG welding is Ar80%+20%CO 2 (volume fraction); the steel plate has a V-shaped groove; it is welded by one-sided welding and double-sided forming. The alloy composition of Q450NQR1 steel plate is shown in Table 1 (the content unit of each alloy element is weight %); S1-S7 uses the same welding material TH550-NQ-A, and the composition (mass %) is C 0.06, Si 0.37, Mn 1.30 , P 0.014, S 0.009, Cu 0.34, Cr 0.34, Ni 0.52, welding wire specification Φ1.2mm; the process parameters of MAG welding and the thickness of deposited metal in each pass are shown in Table 2. Among them, the interlayer temperature of S1-S6 welding is 100°C, and the interlayer temperature of S7 welding is 180°C. The groove angle of the V-shaped groove of two Q450NQR1 steel plates is 45°, and the pairing gap is 2.2mm.
[0035] Table 1 ...
Embodiment 2
[0041] The Q450NQR1 steel plate with a thickness of 12mm is welded according to the method of Example 1. The difference is that the alloy composition of the Q450NQR1 steel plate used is shown in Table 1, and the process parameters of MAG welding and the thickness of the deposited metal in each pass are shown in Table 3. It shows that the interlayer temperature of S1-S6 is 120°C, and the interlayer temperature of S7 welding is 190°C.
[0042] table 3
[0043] pass
Embodiment 3
[0045] The Q450NQR1 steel plate with a thickness of 12mm is welded according to the method of Example 2. The difference is that the alloy composition of the Q450NQR1 steel plate used is shown in Table 1, and the process parameters of MAG welding and the thickness of the deposited metal in each pass are shown in Table 4. It shows that the interlayer temperature of S1-S6 is 150°C, the interlayer temperature of S7 welding is 200°C, and the groove angle of the V-shaped groove of two Q450NQR1 steel plates is 60°.
[0046] Table 4
[0047] pass
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More