

Self-maintained friction stir welding method with reversely rotating upper and lower shaft shoulders
A friction stir and welding method technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of asymmetric residual stress distribution in the joint structure of the temperature field, reducing the bearing capacity of the welded structure, and asymmetric joint performance. Achieve the effect of improving mechanical properties, reducing softening degree and reducing asymmetry
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
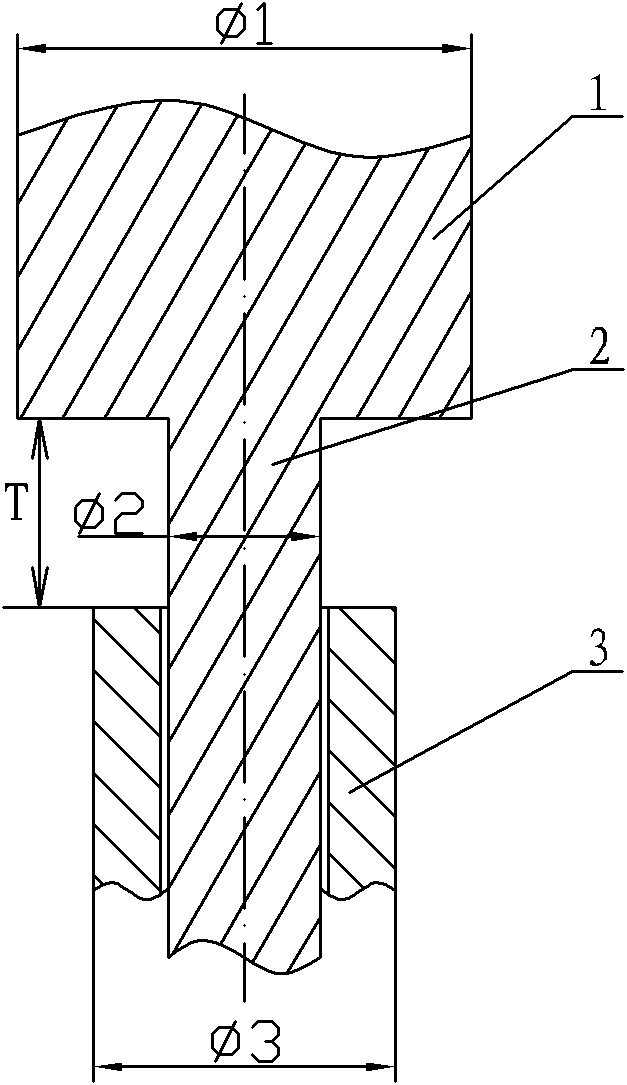
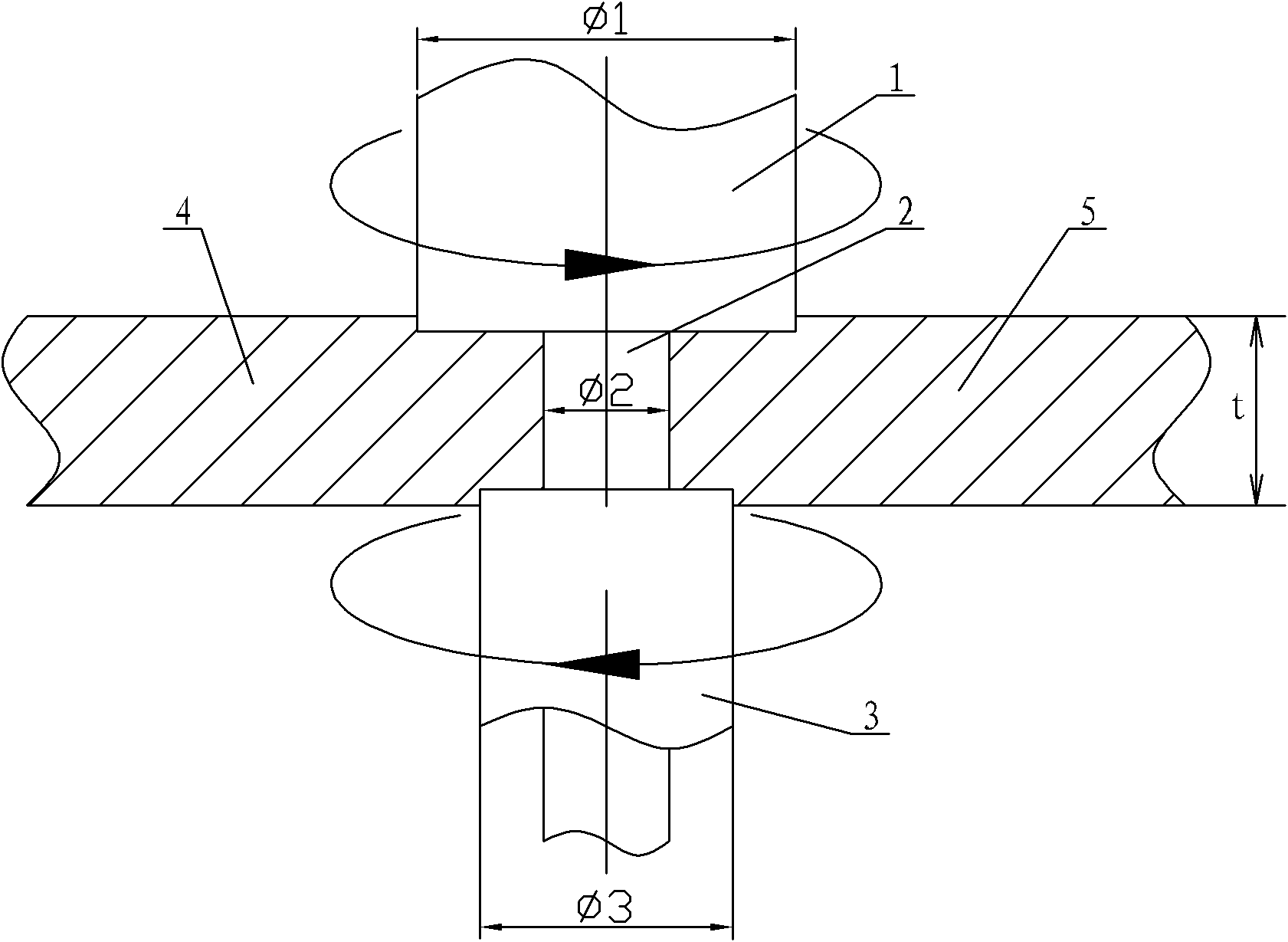
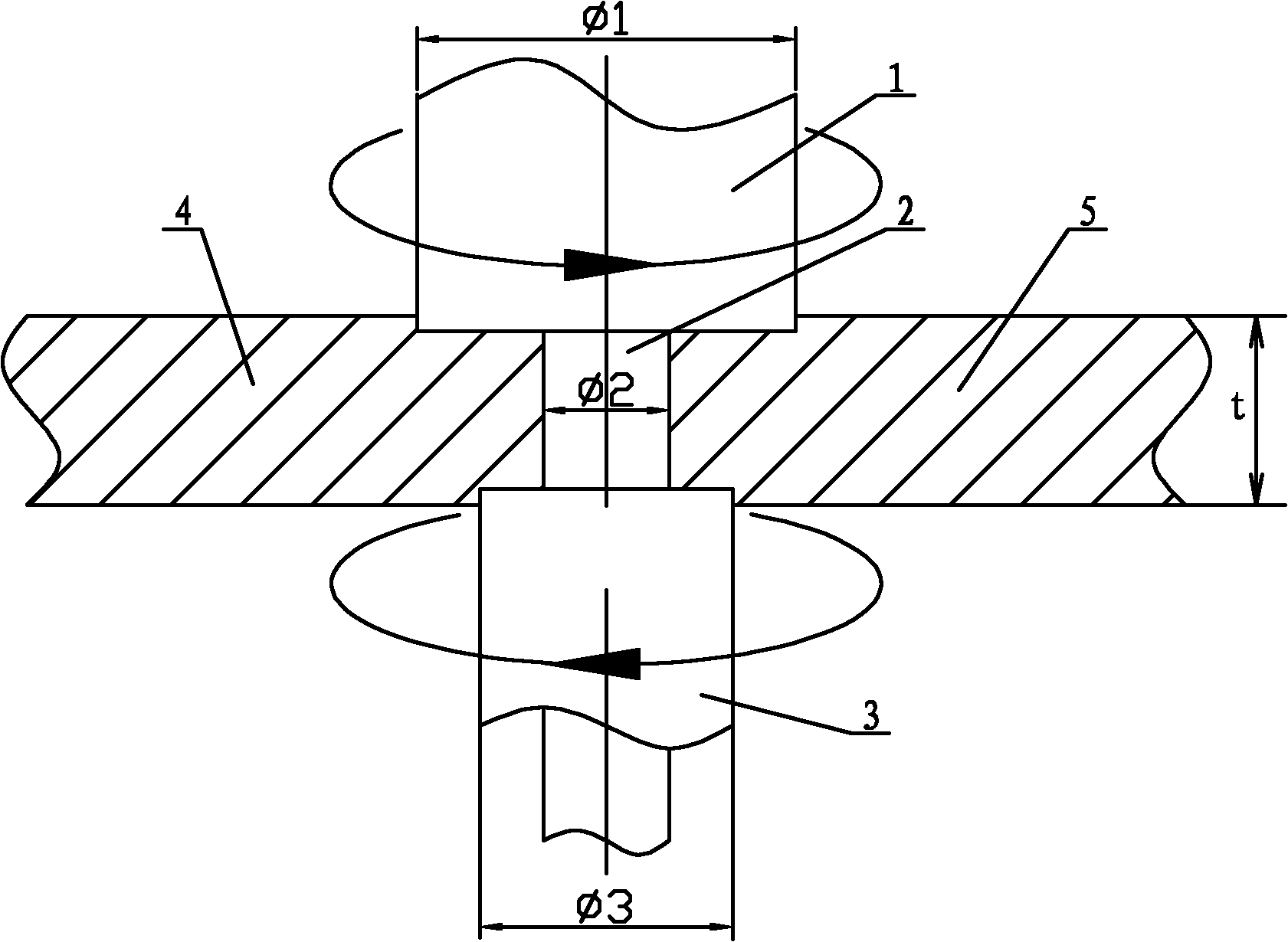
[0012] Specific implementation mode one: combine figure 1 with figure 2 Describe this implementation mode, this implementation mode is realized through the following steps:
[0013] Step 1. Determine the size of the stirring head: according to the thickness t of the first welded workpiece 4 and the second welded workpiece 5, determine the diameter of the upper shoulder φ1, the diameter of the stirring pin φ2 and the diameter of the lower shoulder φ3: the diameter of the upper shoulder φ1 is the 2.8 to 3 times the thickness t of the workpiece to be welded, the diameter φ2 of the stirring pin is 1 to 1.25 times the thickness t of the workpiece to be welded, and the diameter φ3 of the lower shoulder is 2.5 to 2.7 times the thickness t of the workpiece to be welded; according to the first welded workpiece 4 The size of each part of the stirring head is selected according to the thickness of the second workpiece 5 to be welded, so as to ensure the formation of the weld seam and t...
specific Embodiment approach 2
[0018] Specific implementation mode two: combination figure 1 with figure 2 Describe this embodiment, in step 1 of this embodiment, the diameter of the upper shoulder φ1 is three times the thickness t of the workpiece to be welded, the diameter of the stirring pin φ2 is one time the thickness t of the workpiece to be welded, and the diameter of the lower shoulder φ3 is the thickness of the workpiece to be welded 2.8 times the thickness t. The size of the above stirring head can ensure the stability of the weld formation. Other steps are the same as in the first embodiment.
specific Embodiment approach 3
[0019] Specific implementation mode three: combination figure 1 with figure 2 To describe this embodiment, in step 2 of this embodiment, the distance T between the lower end surface of the upper shoulder 1 and the upper end surface of the lower shoulder 3 is 0.3 mm smaller than the thickness t of the workpiece. The above values give the best results for friction stir welding. Other steps are the same as in the first embodiment.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More