

Heat treatment method suitable for high-strength aluminum alloy thick plates
A heat treatment method and technology for aluminum alloy, applied in the field of aluminum alloy heat treatment process, can solve the problems of poor toughness, difference in structure, difference in performance, etc., and achieve the effect of improving fracture toughness, increasing supersaturation, and expanding the scope of application
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] Taking the 7150 aluminum alloy plate with 75% hot rolling deformation of 80mm as an example, its chemical composition (mass fraction%) is Zn 6.50%, Mg 2.35%, Cu 2.15%, Zr 0.10%, Fe 0.05%, Si 0.01% , Al balance.
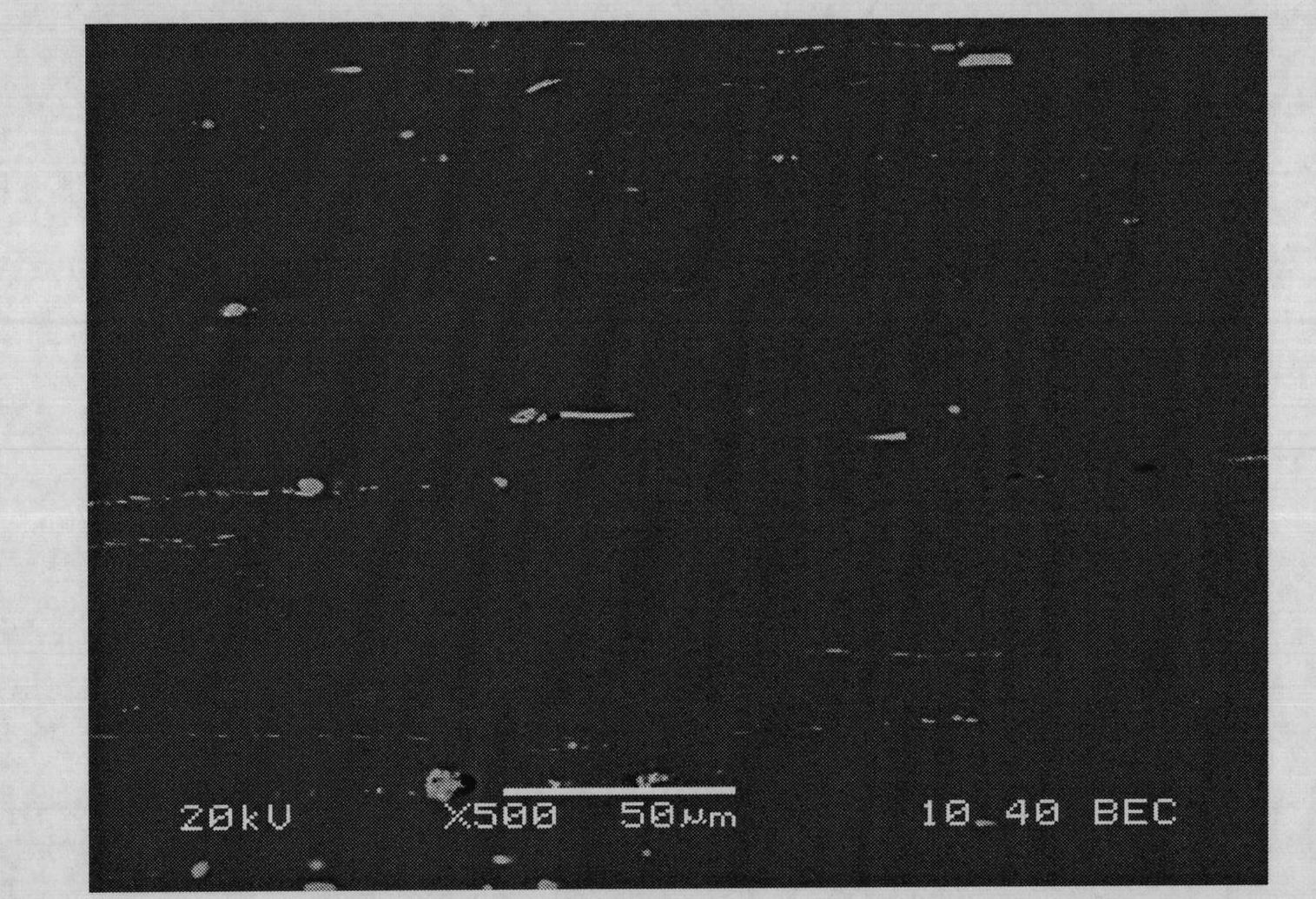
[0038] Two-stage forced solution treatment: 7150 alloy is subjected to two-stage forced solution treatment, first-stage solution treatment at 425°C for 4 hours, and then second-stage enhanced solution treatment at 460°C for 6 hours.
[0039] After the two-stage forced solid solution, the quenching treatment is cooled to room temperature, the quenching medium is water at room temperature, and the quenching transfer time is less than 10s.
[0040] Pre-stretching is carried out within 4 hours after the two-stage forced solution quenching, and the pre-stretching deformation is 2%, so as to eliminate the quenching stress and increase the dislocation density in the alloy.
[0041] The pre-stretched alloy was aged at 145°C for 150min, and aged at 80°C for 48h after r...
Embodiment 2
[0043] Taking the 7150 aluminum alloy plate with 75% hot rolling deformation of 80mm as an example, its chemical composition (mass fraction%) is Zn 6.50%, Mg 2.35%, Cu 2.15%, Zr 0.10%, Fe 0.05%, Si 0.01% , Al balance.
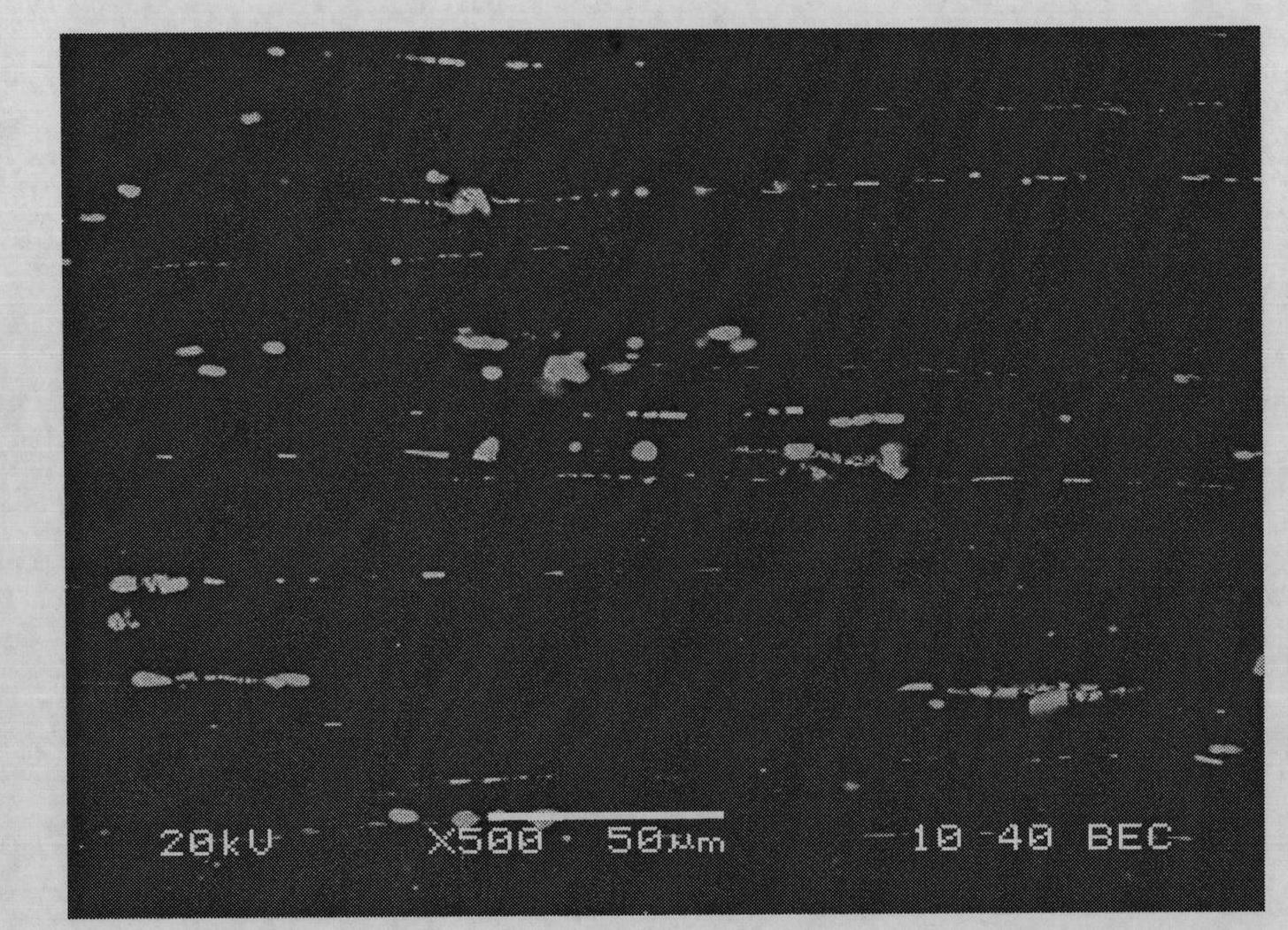
[0044] Two-stage forced solution treatment: 7150 alloy is subjected to two-stage forced solution treatment, first-stage solution treatment at 435°C for 3 hours, and then second-stage enhanced solution treatment at 475°C for 5 hours.
[0045] After the two-stage forced solid solution, the quenching treatment is cooled to room temperature, the quenching medium is water at room temperature, and the quenching transfer time is less than 10s.
[0046] Pre-stretching is carried out within 3 hours after the two-stage forced solution quenching, and the pre-stretching deformation is 2.5%, so as to eliminate the quenching stress and increase the dislocation density in the alloy.
[0047] The pre-stretched alloy was aged at 170°C for 90min, and aged at 100°C for 32h after r...
Embodiment 3
[0049] Taking the 7150 aluminum alloy plate with 75% hot rolling deformation of 80mm as an example, its chemical composition (mass fraction%) is Zn 6.50%, Mg 2.35%, Cu 2.15%, Zr 0.10%, Fe 0.05%, Si 0.01% , Al balance.
[0050] Two-stage forced solution treatment: 7150 alloy is subjected to two-stage forced solution treatment, first-stage solution treatment at 450°C for 2 hours, and then second-stage enhanced solution treatment at 485°C for 4 hours.
[0051] After the two-stage forced solid solution, the quenching treatment is cooled to room temperature, the quenching medium is water at room temperature, and the quenching transfer time is less than 10s.
[0052] Pre-stretching is carried out within 1 hour after the two-stage forced solution quenching, and the pre-stretching deformation is 3.0%, so as to eliminate the quenching stress and increase the dislocation density in the alloy.
[0053] The pre-stretched alloy was aged at 185°C for 45min, and aged at 120°C for 24h after ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More