

Continuous heat processing technology of steel wire
A technology of steel wire and process, which is applied in the field of continuous heat treatment process of steel wire, can solve the problems of low production efficiency, high production cost, large inventory, etc., and achieve the effect of tight connection, reduction of production cost and improvement of production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
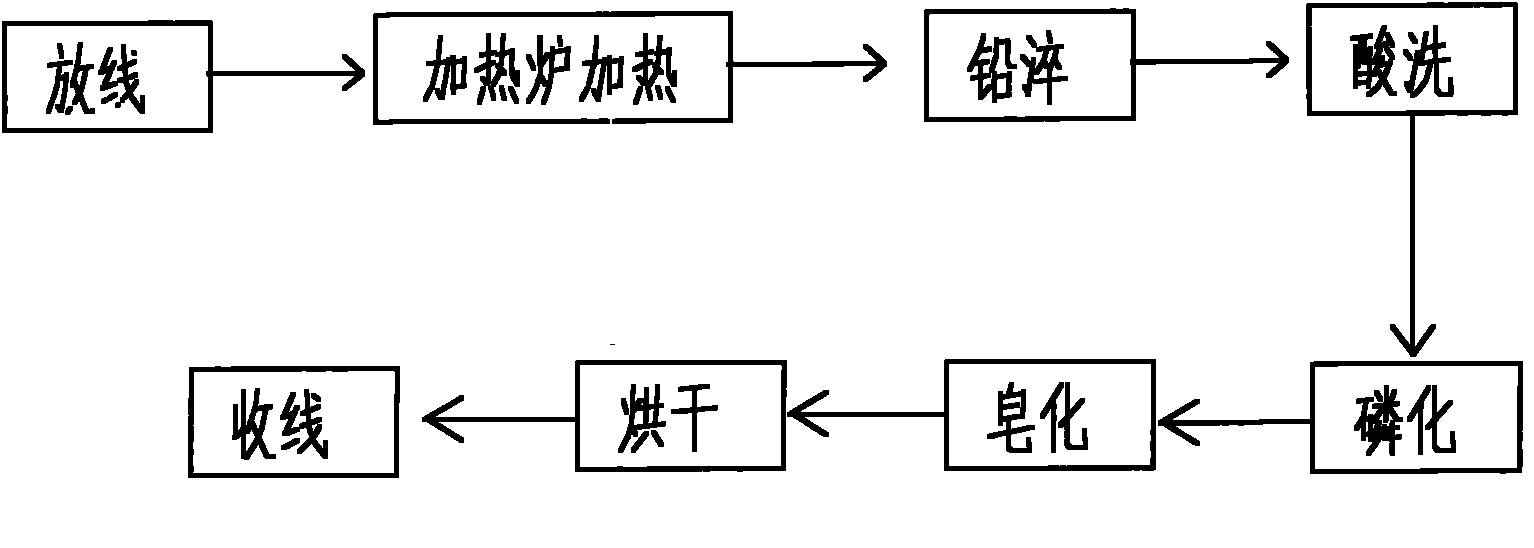
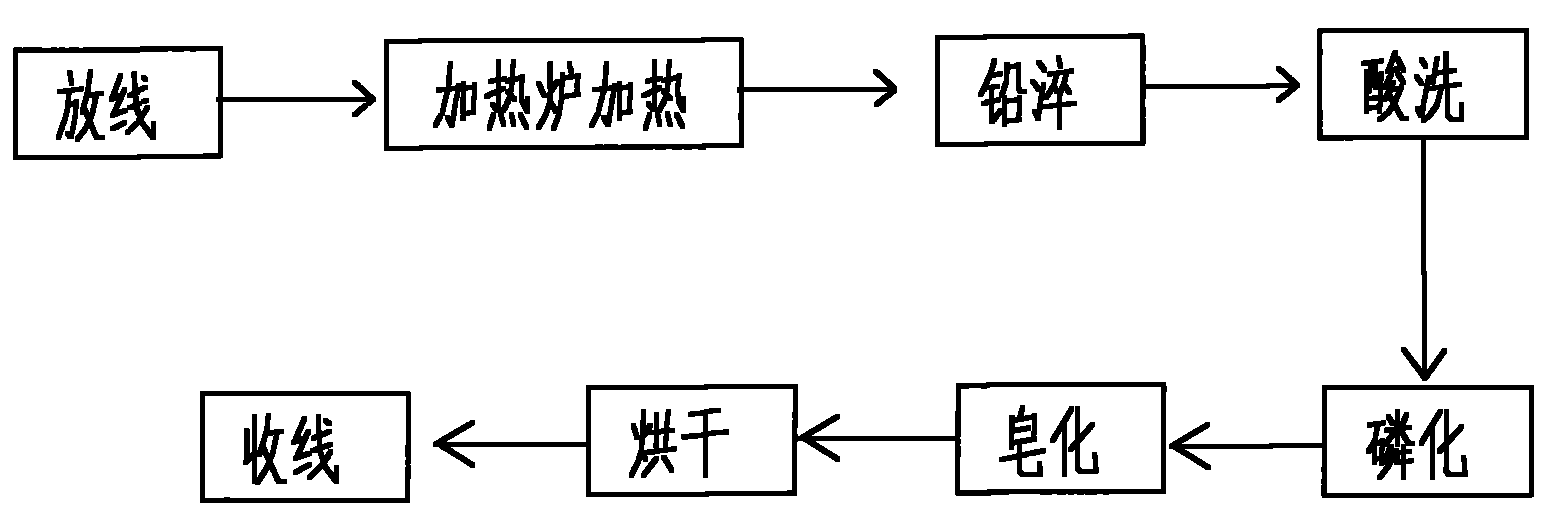
[0020] Such as figure 1 Shown, a kind of continuous heat treatment process of steel wire, comprises the following steps:
[0021] (1) Furnace heating: the steel wire is unwound through the pay-off frame, and then penetrates into the heat treatment furnace, and in the heating furnace, it is heated in the first stage at 970-990°C, second-stage heating at 950-970°C, three-stage heating at 935-955°C, 920~940℃ soaking section heating, heating time is 2min;
[0022] (2) Lead quenching: the steel wire heated by the heating furnace is penetrated into the lead pool, and the lead quenching is carried out through the molten lead at 545-555 °C, and the lead quenching time is 0.5min;
[0023] (3) Pickling: The lead-hardened steel wire is inserted into the pickling tank, and pickled with hydrochloric acid, and the pickling time is 1.5 minutes;
[0024] (4) Phosphating: the pickled steel wire is penetrated into the phosphating pool, and phosphate is used for phosphating, and the phosphatin...
Embodiment 2
[0028] Such as figure 1 Shown, a kind of continuous heat treatment process of steel wire, comprises the following steps:
[0029] (1) Furnace heating: the steel wire is unwound through the pay-off frame, and then penetrates into the heat treatment furnace, and in the heating furnace, it is heated in the first stage at 970-990°C, second-stage heating at 950-970°C, three-stage heating at 935-955°C, 920~940℃ soaking section heating, heating time is 3min;
[0030] (2) Lead quenching: the steel wire heated by the heating furnace is penetrated into the lead pool, and the lead quenching is carried out through the molten lead at 545-555 °C, and the lead quenching time is 1 minute;
[0031] (3) Pickling: The lead-hardened steel wire is inserted into the pickling tank, and pickled with hydrochloric acid, and the pickling time is 2.5 minutes;
[0032] (4) Phosphating: the pickled steel wire is penetrated into the phosphating pool, and phosphate is used for phosphating, and the phosphat...
Embodiment 3
[0036] Such as figure 1 Shown, a kind of continuous heat treatment process of steel wire, comprises the following steps:
[0037] (1) Furnace heating: the steel wire is unwound through the pay-off frame, and then penetrates into the heat treatment furnace, and in the heating furnace, it is heated in the first stage at 970-990°C, second-stage heating at 950-970°C, three-stage heating at 935-955°C, 920~940℃ soaking section heating, heating time is 2.5min;
[0038] (2) Lead quenching: the steel wire heated by the heating furnace is penetrated into the lead pool, and the lead quenching is carried out through the molten lead at 545-555 °C, and the lead quenching time is 0.7min;
[0039] (3) Pickling: The lead-hardened steel wire is inserted into the pickling tank, and pickled with hydrochloric acid, and the pickling time is 2 minutes;
[0040] (4) Phosphating: the pickled steel wire is penetrated into the phosphating pool, and phosphate is used for phosphating, and the phosphatin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More