

Production process of rebar for concrete
A production process and concrete technology, applied in the field of production process of steel bars for concrete, can solve the problems of small tensile strength and yield strength, high yield ratio and low yield ratio.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
example 1
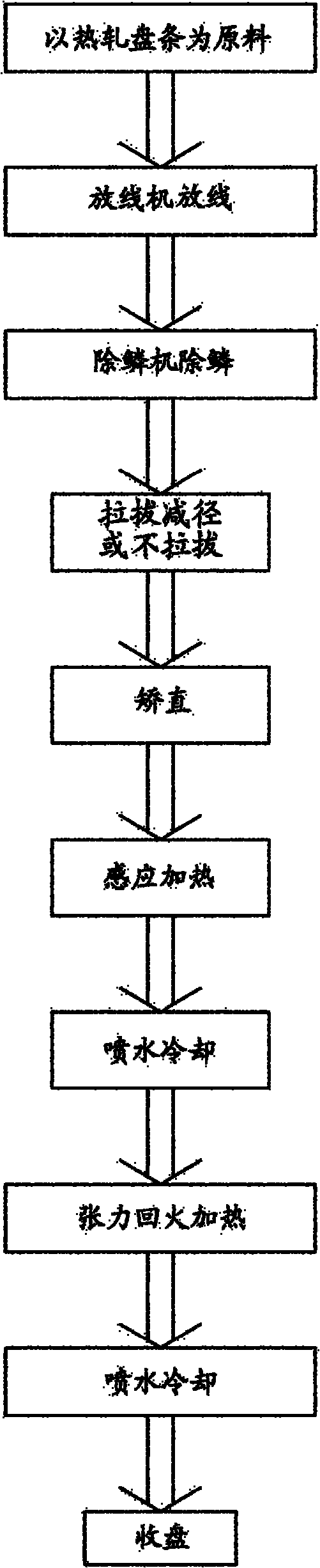
[0019] After the 30MnSi hot-rolled wire rod is released through the pay-off machine, it is descaled, and the mold is drawn and formed to be straightened. The hot-rolled wire rod is continuously passed through the heating ring and the cooling water ring by a high-frequency induction heating furnace to heat the steel. Austenitize to above Ac1, spray water quenching and cooling, then carry out continuous tempering treatment, and apply a certain tension to the steel on the tempering unit, wherein, the quenching temperature is 750°C, the tempering temperature is 350°C, the tension value 30% of the original breaking force, spray water to cool, and obtain the product.
example 2
[0021] After the 30MnSi hot-rolled wire rod is released through the pay-off machine, it is descaled and straightened without drawing. The hot-rolled wire rod is continuously passed through the heating ring and the cooling water ring by a high-frequency induction heating furnace to heat the steel. Austenitization shall be carried out above Ac1, continuous tempering shall be carried out after quenching and cooling by water spraying, and a certain tension shall be applied to the steel on the tempering unit, among which, the quenching temperature is 980°C, the tempering temperature is 600°C, 1% of the original breaking force, spray water to cool, and obtain the product.
example 3
[0023] After the 30MnSi hot-rolled wire rod is released through the pay-off machine, the scale is removed, the mold is drawn and formed, and then straightened. The hot-rolled wire rod is continuously passed through the heating ring and the cooling water ring by a high-frequency induction heating furnace, and the steel is heated to Ac1 or more to carry out austenitization, continuous tempering treatment after spray quenching and cooling, and a certain tension is applied to the steel on the tempering unit. Among them, the quenching temperature is 810°C, the tempering temperature is 480°C, and the tension value is 5% of the original breaking force, spray water to cool, and obtain the product.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More