

A kind of one-time welding method
A welding method and one-time technology, applied in welding equipment, metal processing equipment, manufacturing tools, etc., can solve problems such as low production efficiency and impact on product welding quality, achieve high welding efficiency, protect physical and mental health, and improve the working environment Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
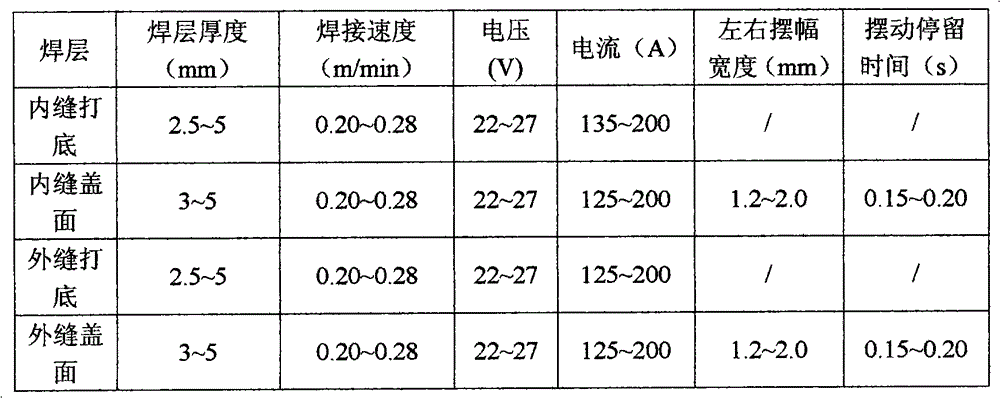
[0016] A kind of disposable welding method, comprises the following steps:
[0017] The first step is to butt the two sections of the main cylinder composed of carbon steel and 1Cr18Ni9Ti welding. The wall thickness of the body is greater than 6-10mm, and the diameter of the cylinder is 800-1000mm;
[0018] In the second step, a fully automatic MAG welding machine is used for internal seam welding, the welding wire is DW-309L flux-cored welding wire, and the shielding gas is 100% CO 2 , select the current, voltage, welding thickness and welding speed when the inner seam is bottoming, and the swing amplitude and swing dwell time when the inner seam is covered are determined by combining the selected parameters of current, voltage, welding layer thickness and welding speed. For parameter selection, see Schedule;
[0019] In the third step, the outer seam is cleaned by arc gouging, and then welded by a fully automatic MAG welding machine. The welding wire is DW-309L flux-cored ...
Embodiment 2
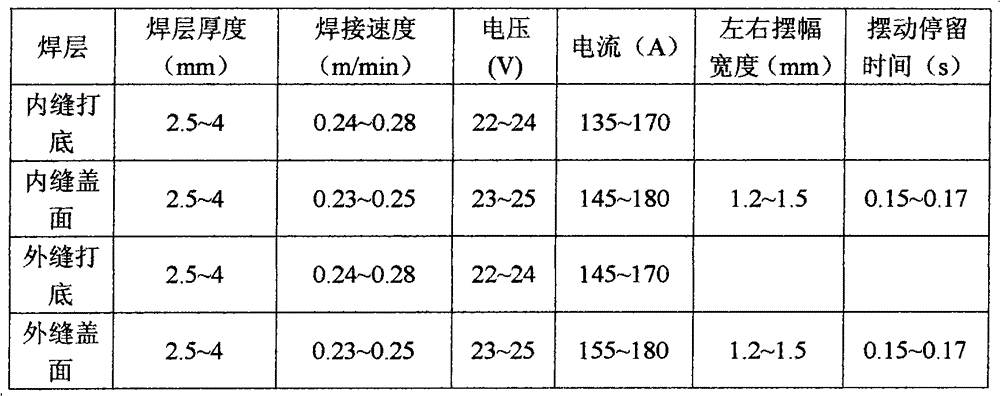
[0024] A kind of disposable welding method, comprises the following steps:
[0025] The first step is to butt the two sections of the main cylinder composed of carbon steel and 1Cr18Ni9Ti welding. The wall thickness of the body is greater than 10-16mm, and the diameter of the cylinder is 1000-1400;
[0026] In the second step, a fully automatic MAG welding machine is used for internal seam welding, the welding wire is DW-309L flux-cored welding wire, and the shielding gas is 100% CO 2 , select the current, voltage, welding thickness and welding speed when the inner seam is bottoming, and the swing amplitude and swing dwell time when the inner seam is covered are determined by combining the selected parameters of current, voltage, welding layer thickness and welding speed. For parameter selection, see Schedule;
[0027] In the third step, the outer seam is cleaned by arc gouging, and then welded by a fully automatic MAG welding machine. The welding wire is DW-309L flux-cored ...
Embodiment 3
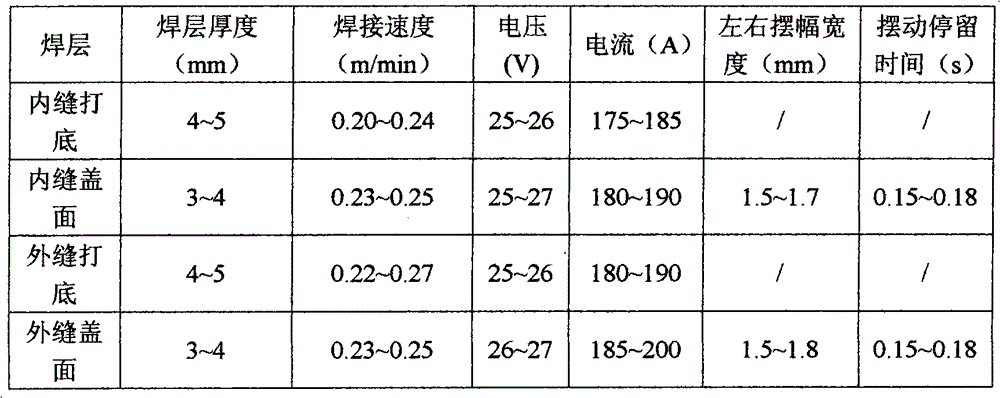
[0032] A kind of disposable welding method, comprises the following steps:
[0033] The first step is to butt the two sections of the main cylinder composed of carbon steel and 1Cr18Ni9Ti welding. The wall thickness of the body is greater than 16-22mm, and the diameter of the cylinder is more than 1400mm;
[0034] In the second step, a fully automatic MAG welding machine is used for internal seam welding, the welding wire is DW-309L flux-cored welding wire, and the shielding gas is 100% CO 2 , select the current, voltage, welding thickness and welding speed when backing the inner seam, and determine the swing amplitude and swing dwell time when covering the inner seam in combination with the selected parameters of current, voltage, welding layer thickness and welding speed. For parameter selection, see Schedule;
[0035] In the third step, the outer seam is cleaned by arc gouging, and then welded by a fully automatic MAG welding machine. The welding wire is DW-309L flux core...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More