Ultrasonic composite electric resistance welding method for TC4 and 718 steel
A composite resistance and ultrasonic technology, which is applied in the field of ultrasonic composite resistance welding and ultrasonic composite resistance welding devices, can solve the problems of reduced joint performance and inclusion of welded joints, and achieves improved performance, reduced heat exposure, and reduced heat embrittlement. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
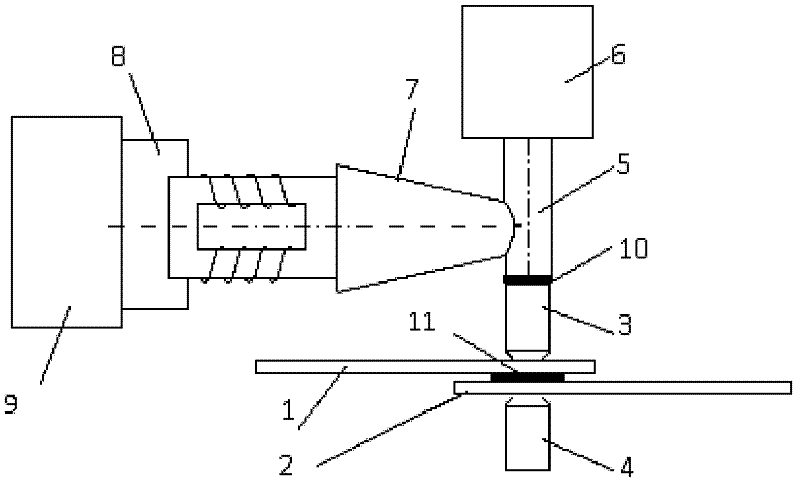
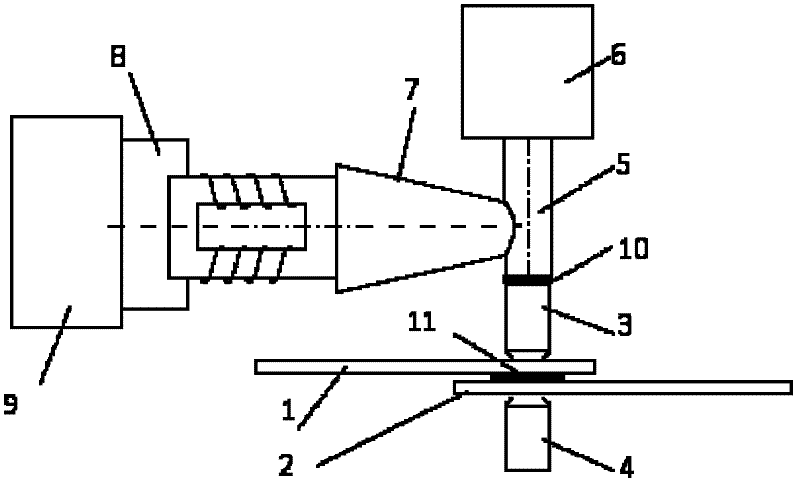
[0034] Set the working parameters of the ultrasonic generator 9: power P=80W, resonant frequency f=80kHz, amplitude A=0.1-5.0μm, duration t=120s; set the working parameters of the three-phase DC resistance welding machine: power W=120KW, welding Current I=18KA, welding pressure F=10KN, power-on time t=120s. By placing a V / Ni bimetal with a thickness of about 40-60 μm as an intermediate transition layer between the two weldments, the welding of the TC4 titanium alloy plate with a thickness of 2.0mm and the 718 steel plate is realized, and the shear strength of the joint reaches 381MPa.
Embodiment 2
[0036] Set the working parameters of the ultrasonic generator 9: power P=80W, resonant frequency f=100kHz, amplitude A=0.1-5.0μm, duration t=60s; set the working parameters of the three-phase DC resistance welding machine: power W=120KW, welding Current I=10KA, welding pressure F=15KN, power-on time t=180s. By placing a V / Ni bimetal with a thickness of about 40-60 μm as an intermediate transition layer between the two weldments, the welding of 3Cr2NiMo steel with a thickness of 2.0mm and Ti-6Al-4V titanium alloy is realized, and the shear strength of the joint is achieved. Up to 413MPa.
Embodiment 3
[0038] Set the working parameters of the ultrasonic generator 9: power P=80W, resonant frequency f=90kHz, amplitude A=0.1-5.0μm, duration t=40s; set the working parameters of the three-phase DC resistance welding machine: power W=120KW, welding Current I=8KA, welding pressure F=14KN, power-on time t=200s. By placing a V / Ni bimetal with a thickness of about 40-60 μm as an intermediate transition layer between the two weldments, the welding of the TC4 titanium alloy plate with a thickness of 1.5mm and the 718 steel plate is realized, and the shear strength of the joint reaches 403MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More