Bobtail high-strength rivet connection pair and manufacturing method thereof
A manufacturing method and rivet connection technology, applied to rivets, manufacturing tools, furnaces, etc., can solve the problems of high-strength rivet connections such as long nail tails, inability to ensure balance, unstable construction, etc., to save human resources and costs, Smooth construction and precise installation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0052] 1. Preparation of rivets
[0053] (1) Preparation of nail heads
[0054] The material selected for the preparation of the rivet in this embodiment is a cylindrical metal material 20MnTiB, and its nominal diameter is 16mm;
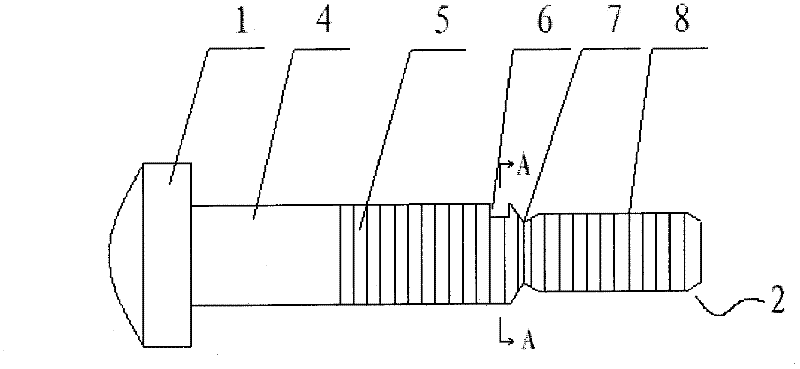
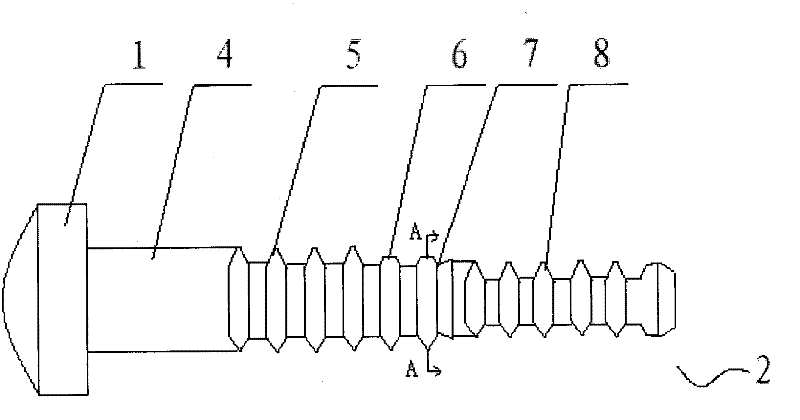
[0055] Upsetting the cylindrical metal material 20MnTiB by warm heading to form a rivet blank with a nail head 1 and a shaft 2, and the nail head 1 can be made into a semicircular head, a cylindrical head, a hexagonal head, etc. as required;
[0056] In this embodiment, in addition to warm heading, the cylindrical metal material can also be processed and formed by cold heading;
[0057] (2) Quenching heat treatment
[0058] Place the rivet blank in a continuous mesh belt quenching furnace, fill the mesh belt furnace with methanol cracking gas as a protective gas, use an oxygen probe to keep the carbon potential of the methanol cracking gas consistent with the carbon content of the cylindrical metal material, and Prevent oxidation, decarburization,...
Embodiment 2
[0098] In the preparation process of the rivet, except that the material selected in the step (1) to prepare the nail head is a cylindrical metal material 40CrMnMo, its nominal diameter is 25mm; the heat treatment temperature in the step (2) quenching heat treatment is controlled at 750-950 ° C, and the holding time 1.5-3 hours; step (3) the temperature of heat treatment in the tempering heat treatment is controlled at 350-600 ℃, and the holding time is 1.5-3 hours; , all the other are identical with embodiment 1;
[0099] In the preparation process of the rivet sleeve, except that the material selected in step (1) to prepare the sleeve head is No. 20 steel of cylindrical metal material, the nominal diameter of the rivet sleeve 3 inner holes is greater than the nominal diameter (25mm) of the locking groove 5; the step ( 3) the temperature of annealing heat treatment is 550-780 ℃, and the soaking time is 1.5-3 hours, all the other are identical with embodiment 1;
[0100] Afte...
Embodiment 3
[0102] 1. Preparation of rivets
[0103] (1) Preparation of nail heads
[0104] The material selected for the preparation of the rivet in this embodiment is a cylindrical metal material annealed Cr17Ni2, and its nominal diameter is 16mm;
[0105] Process the annealed Cr17Ni2 cylindrical metal material through warm heading to form a rivet blank with a nail head 1 and a shaft 2, and the nail head 1 can be made into a semicircular head, cylindrical head, hexagonal head, etc. according to needs;
[0106] In this embodiment, in addition to warm heading, the cylindrical metal material can also be processed by cold extrusion;
[0107] (2) Quenching heat treatment
[0108] Place the rivet blank in a mesh-belt continuous quenching furnace or a box-type electric furnace, fill the furnace with air-separated nitrogen as a protective gas, heat it to 1000°C, and keep it warm for 2 hours, then take out the rivet blank and quickly oil-cool it to room temperature;
[0109] In this embodimen...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Nominal diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com