

Process for manufacturing high-strength laminated wood board
A technology of blockboard and production process, which is applied in the direction of wood processing utensils, wood veneer joining, and manufacturing tools, etc., can solve the problems of waste of wood resources, waste of energy, high requirements on dry and humidity, etc., so as to improve the utilization rate. , Reduce the amount of planing, eliminate the effect of easy warping deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] Specific embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
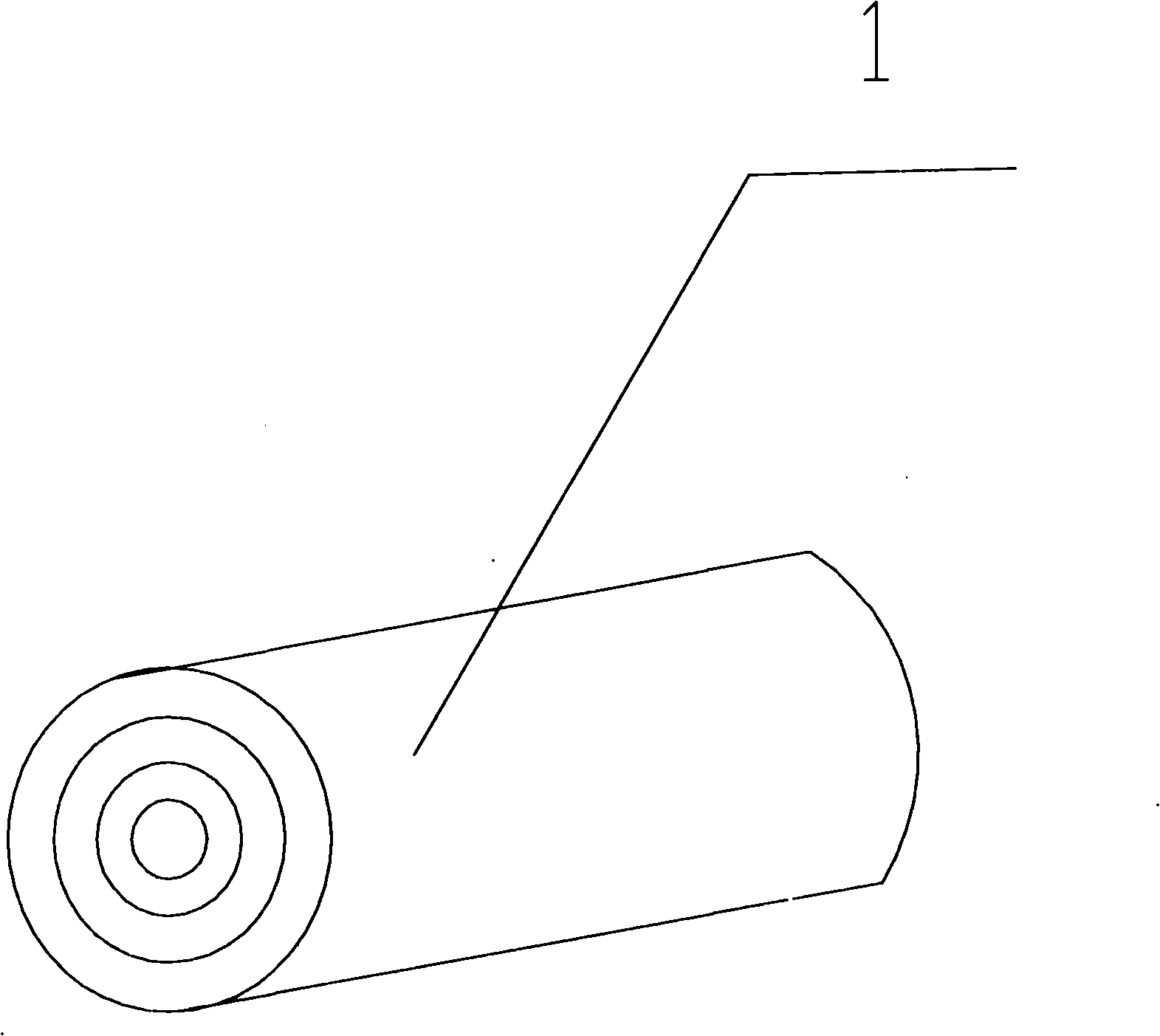
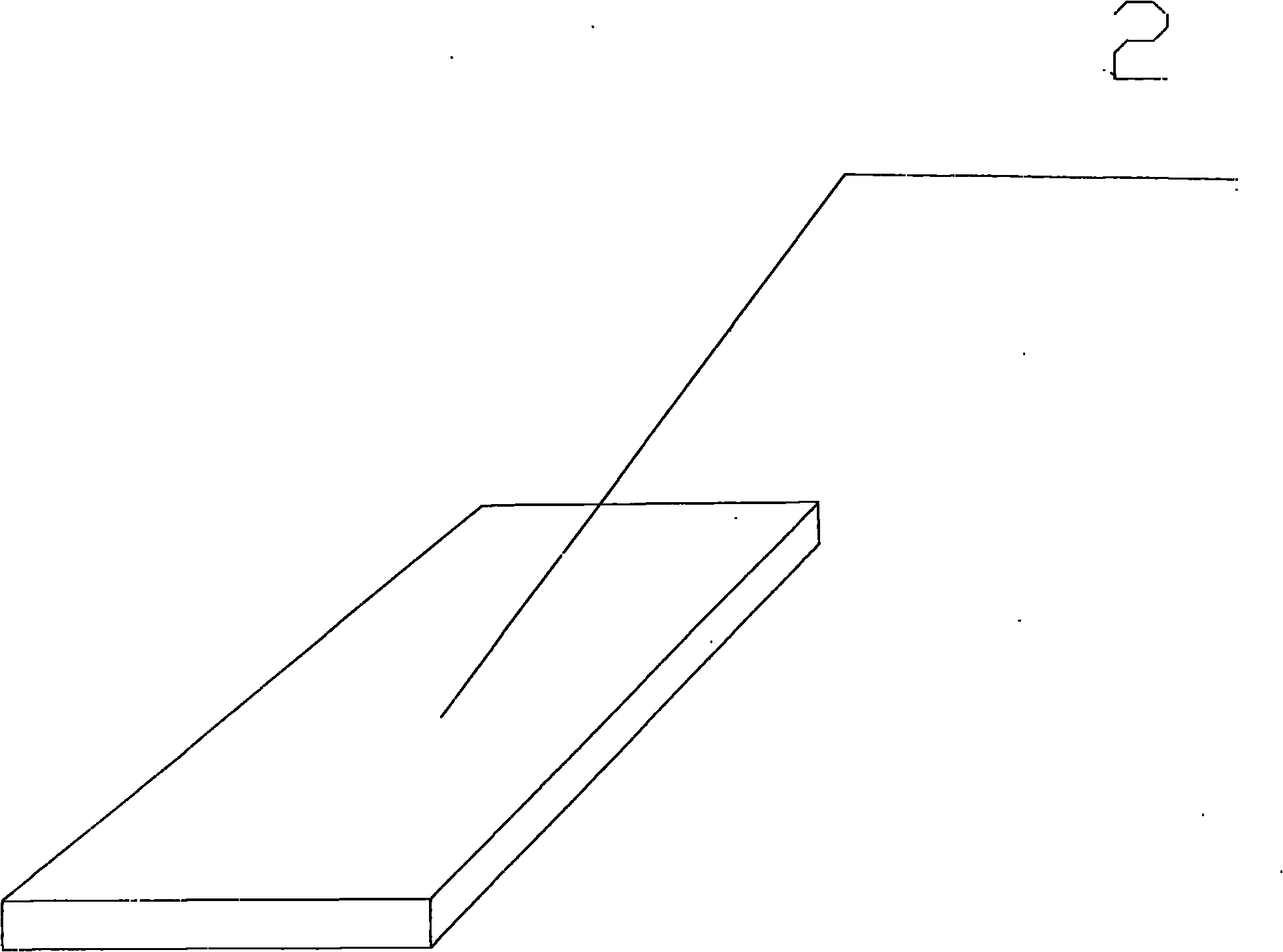
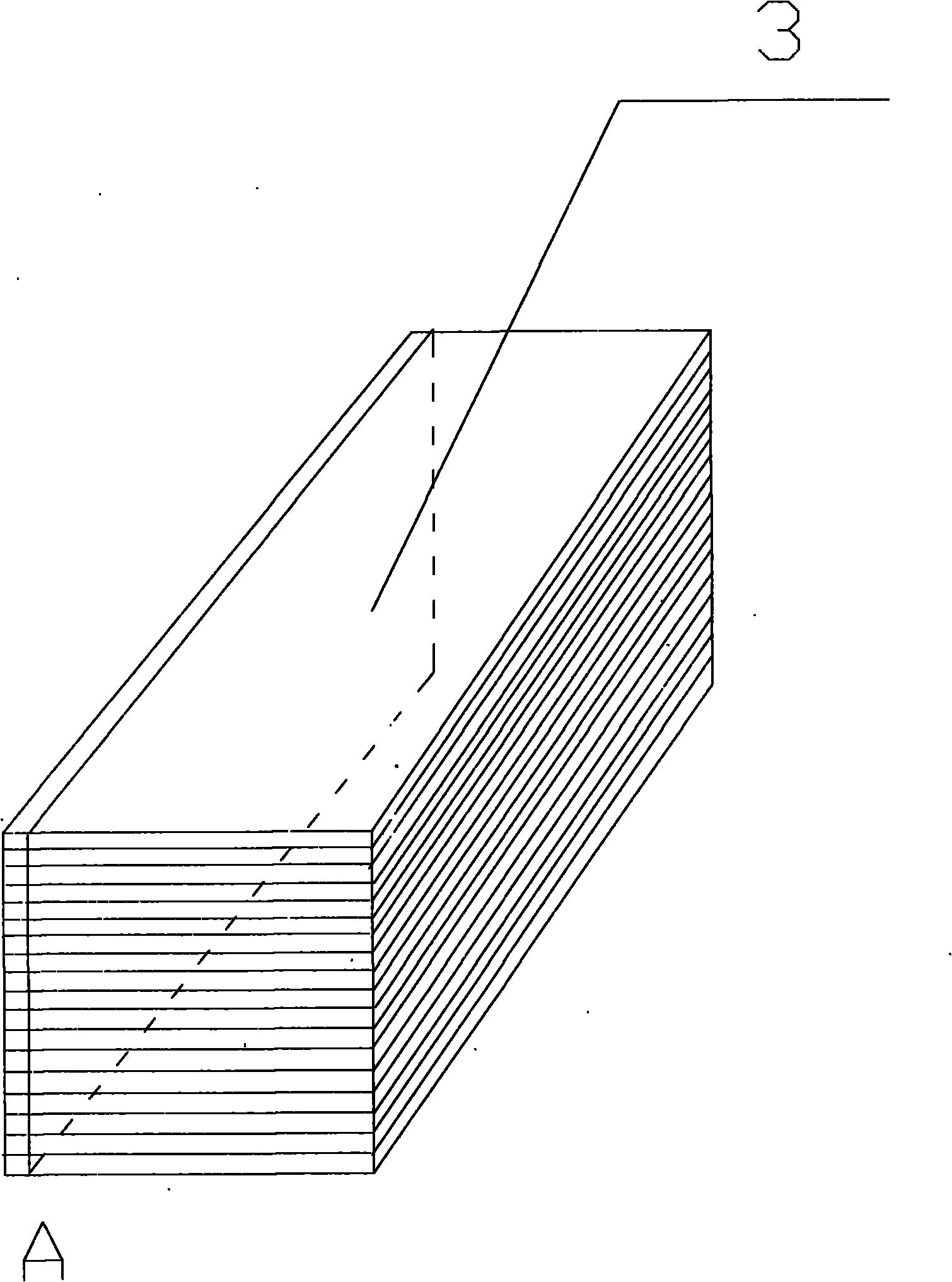
[0020] First use a rotary cutter to cut the log 1 into a thick veneer 2 of 1.5mm to 6mm, cut the veneer 2 into a certain width and dry it, then spread glue on the upper and lower surfaces of the veneer 2, and then put The glued veneers 2 are arranged in the same direction in the same direction as the wood grain fibers and bonded to form a plate 3 of 20 mm to 70 mm, then cooled and shaped, and then according to the needs, the plate 3 is placed along the length of the wood growth, that is, as image 3 The direction shown in the section A of A is cut into a slat 4 of a certain thickness, and then after natural drying or drying, the slat 4 is cut into short slats 5 with different lengths, and the two narrow sides of the short slat 5 ( Such as Figure 4 Surfaces B and C shown) are glued, and then the short slats 5 after the narrow surface are glue...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More