

Molding process of progressive die of high temperature alloy sheet metal component with high flanging hole
A technology of high-temperature alloy and forming process, which is applied in the field of forming process of sheet metal parts, can solve the problems of limiting the production efficiency of sheet metal parts, high manufacturing and processing costs, and low precision, so as to save equipment and labor occupation, ensure quality and Consistency, to meet the effect of mass production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] In order to further understand the invention content, characteristics and effects of the present invention, the following examples are given, and detailed descriptions are as follows in conjunction with the accompanying drawings:
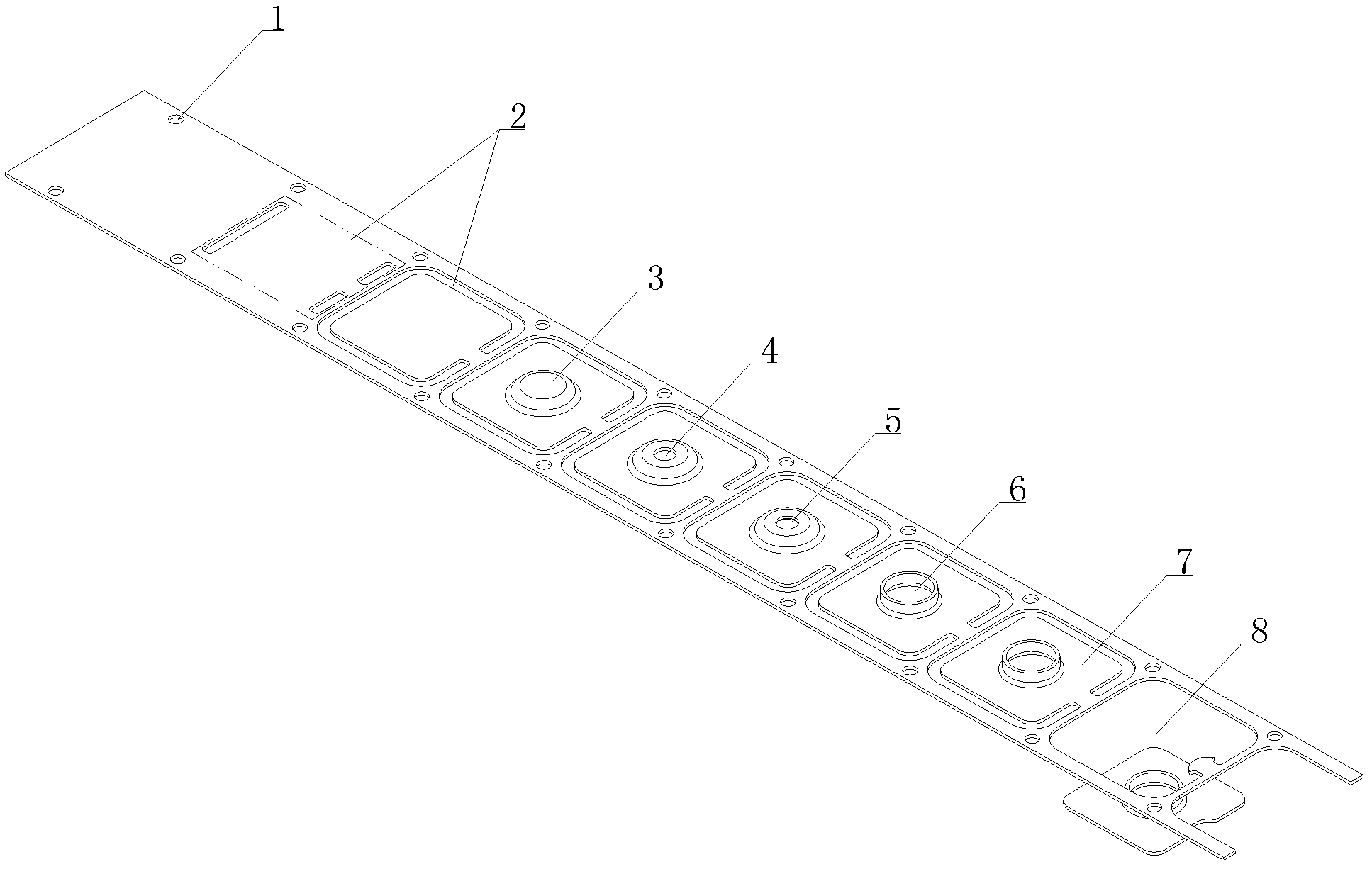
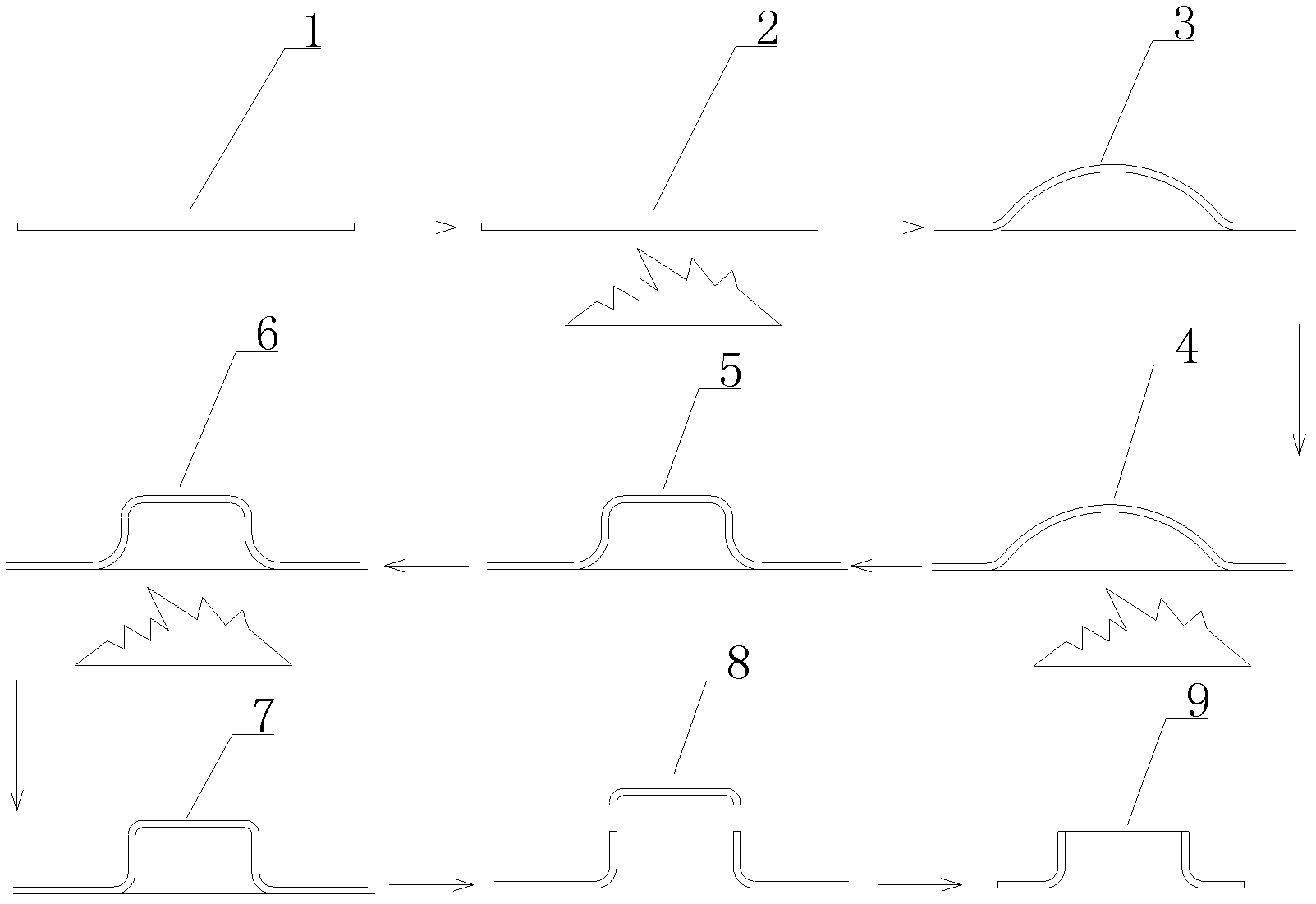
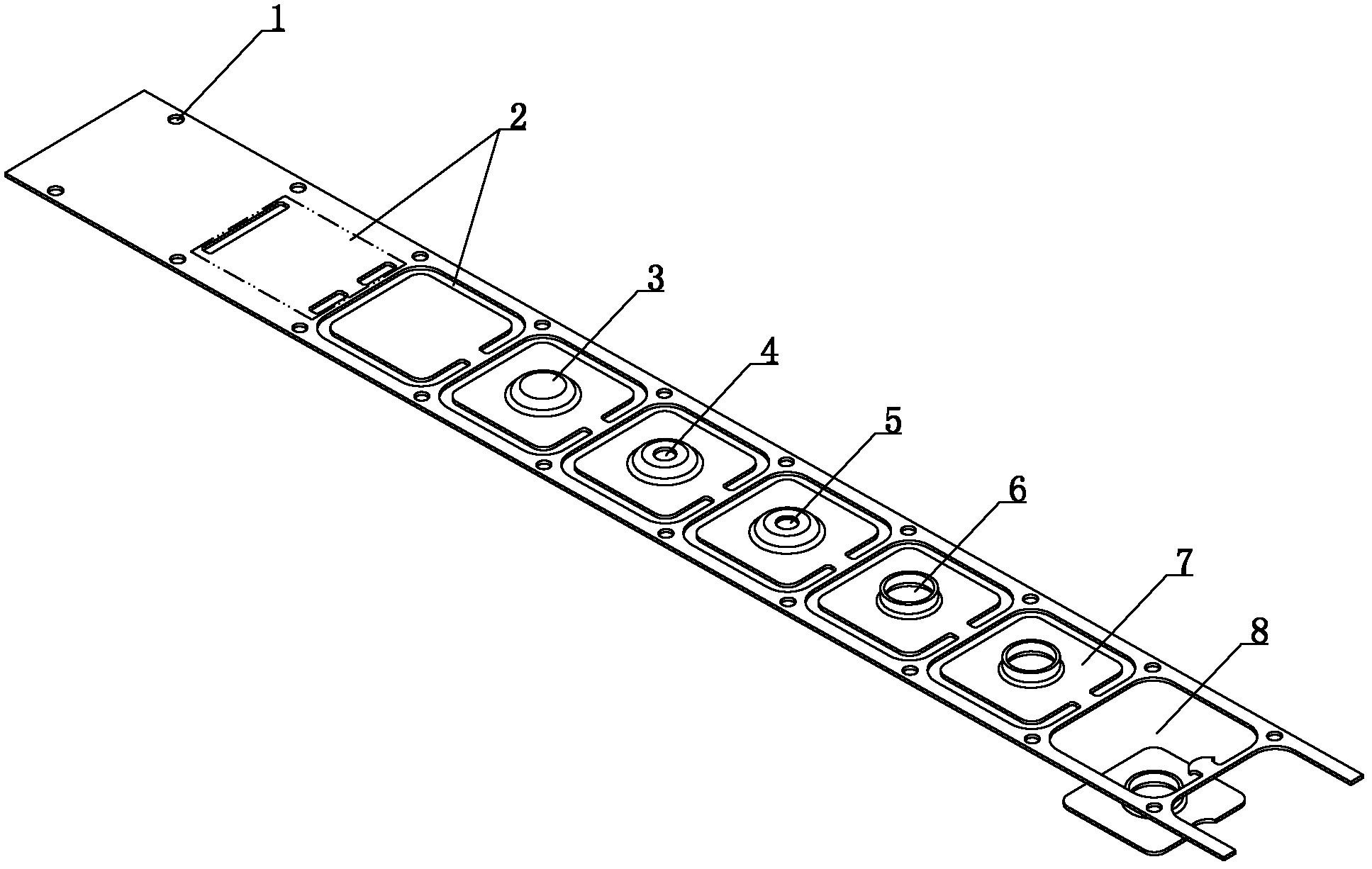
[0028] see figure 1 , a progressive die forming process for high-temperature alloy sheet metal parts with high flanging holes, including the following processes:
[0029] 1) Punch out the positioning hole 1, that is, place the material strip for making sheet metal parts on the workbench of the stamping equipment, and punch out the positioning holes near the two sides of the material strip;
[0030] 2) Press type 2, which is to move the material strip with punched positioning holes to the next second process, and use the above positioning holes as the positioning reference to press the indentation consistent with the outer contour of the prefabricated sheet metal parts on the material belt. , according to the structural characteristics of th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More