

Method for manufacturing aluminum alloy profiles for side walls of rail transit vehicles
An aluminum alloy profile and rail transit technology, applied in the field of aluminum alloy manufacturing, can solve the problems of many welds, performance decline, and production efficiency disclosure, and achieve obvious economic benefits, reduce manufacturing costs, and reduce production costs.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
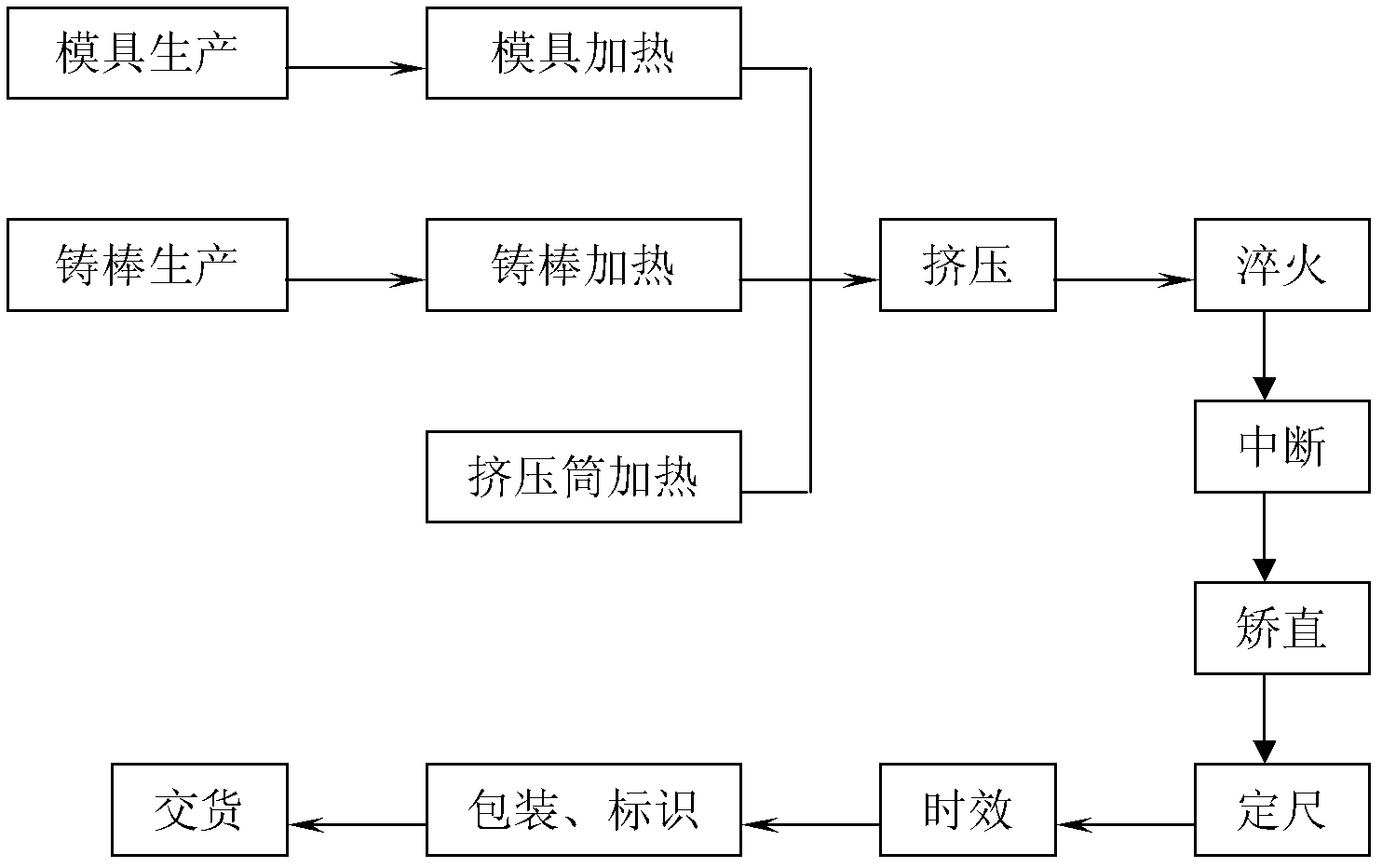
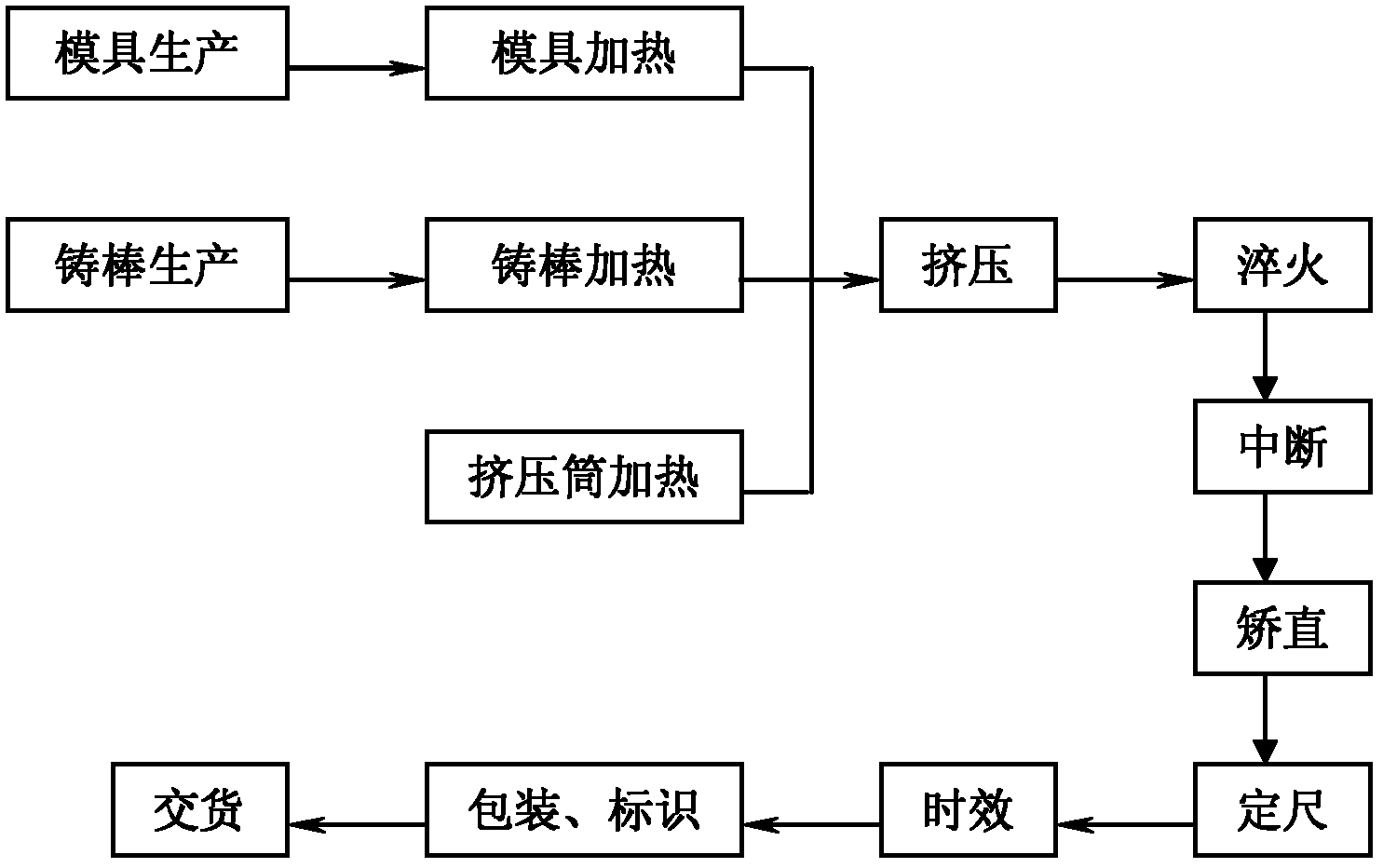
Method used
Image


Examples
Embodiment 1
[0021] Embodiment 1, the manufacturing method of the aluminum alloy profile for the side wall of the rail transit vehicle body of the present embodiment comprises the following steps:
[0022] a. Cast rod ingredients: 6005A alloy is used, and the mass percentage of elements meets the following requirements;
[0023] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.75
0.45
0.30
0.20
0.30
0.10
0.10
0.10
0.10
the remaining
[0024] b. Casting rod smelting: Put the ingredients into the melting furnace in turn for smelting. The furnace is controlled at 760°C, and the flux is used for refining and covering; after 30 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grilling After the slag has qualified components, the molten aluminum is injected from the melting furnace into the holding furnace, and the ...
Embodiment 2
[0033] Embodiment 2, the manufacturing method of the aluminum alloy profile for the rail transit car body side wall of the present embodiment, comprises the following steps:
[0034] a. Cast rod ingredients: 6005A alloy is used, and the mass percentage of elements meets the following requirements;
[0035] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.85
0.35
0.25
0.15
0.30
0.10
0.10
0.10
0.10
the remaining
[0036] b. Casting rod smelting: Put the ingredients into the melting furnace in turn for smelting. The furnace is controlled at 720°C, and the flux is used for refining and covering; after 60 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grilling After the slag has qualified components, pour the molten aluminum from the smelting furnace into the holding furnace, keep the furnace tempera...
Embodiment 3
[0045] Embodiment 3, the manufacturing method of the aluminum alloy profile for rail transit car body side wall of the present embodiment, comprises the following steps:
[0046] a. Cast rod ingredients: 6005A alloy is used, and the mass percentage of elements meets the following requirements;
[0047] the element
Si
Mg
Fe
Cu
mn
Cr
Ti
Zn
other
Al
content
0.8
0.4
0.30
0.15
0.25
0.08
0.08
0.09
0.09
the remaining
[0048] b. Casting rod smelting: Put the ingredients into the smelting furnace in turn for smelting. The furnace is controlled at 740°C and covered with a flux for refining; after 45 minutes of feeding, when aluminum water appears in the furnace, start stirring, and then refining, grill After the slag has qualified components, pour the molten aluminum from the smelting furnace into the holding furnace, keep the furnace temperature at 740°C for 2...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Roughness | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More