

Non-load crack prevention method for layered pouring of zero block web plate
A technology of layered pouring and prevention method, applied in construction, bridge construction, bridges, etc., can solve the problem of no prevention/avoidance measures, and achieve the effect of preventing cracks, reducing temperature rise, and improving bearing capacity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
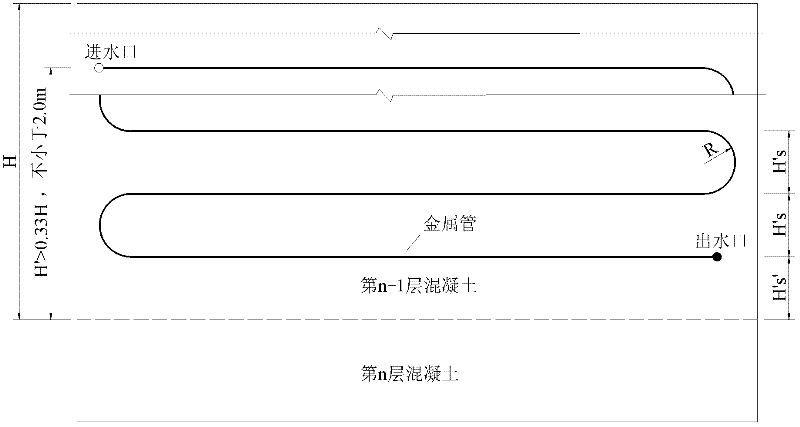
[0033] As shown in the accompanying drawings, the non-load crack prevention method of the zero block web layered pouring of the present invention is to pre-embed thick-walled metal pipes in the upper concrete of the zero block web layered layered pouring, and the method includes the following successively step:
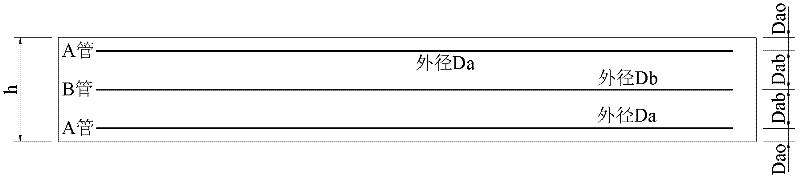
[0034] Step 1: Prepare cooling pipes of corresponding specifications according to the web thickness, including A cooling pipe and B cooling pipe. Cooling tubes with a thickness of 3.0mm, of which the outer diameter of cooling tube A is 42.3mm, and the outer diameter of cooling tube B is 48.0mm.
[0035] Step 2: After the first layer of concrete pouring is completed, after 2 days of curing, start to bind the second layer of steel bars and install the formwork, then bend the cooling pipe in the longitudinal direction to make it return to the shape and fix it on the steel bar, and the cooling pipe needs to be arranged vertically The height of the cooling pipe on the bot...
Embodiment 2
[0040] As shown in the accompanying drawings, the non-load crack prevention method of the zero block web layered pouring of the present invention is to pre-embed thick-walled metal pipes in the upper concrete of the zero block web layered layered pouring, and the method includes the following successively step:
[0041]Step 1: Prepare cooling pipes of corresponding specifications according to the web thickness, including A cooling pipe and B cooling pipe. The diameter is 48.0mm, the wall thickness is 3.0mm, the outer diameter of B cooling tube is 60.0mm, and the wall thickness is 5.0mm.
[0042] Step 2: After the first layer of concrete pouring is completed, after 2 days of curing, start to bind the second layer of steel bars and install the formwork, then bend the cooling pipe in the longitudinal direction to make it return to the shape and fix it on the steel bar, and the cooling pipe needs to be arranged vertically The height of the cooling pipe is 2.70m, the distance betw...
Embodiment 3
[0047] As shown in the accompanying drawings, the non-load crack prevention method of the zero block web layered pouring of the present invention is to pre-embed thick-walled metal pipes in the upper concrete of the zero block web layered layered pouring, and the method includes the following successively step:
[0048] Step 1: Prepare cooling pipes of corresponding specifications according to the web thickness, including A cooling pipe and B cooling pipe. The diameter is 33.5mm, the wall thickness is 3.0mm, the outer diameter of B cooling tube is 33.5mm, and the wall thickness is 4.0mm.
[0049] Step 2: After the first layer of concrete pouring is completed, after 2 days of curing, start to bind the second layer of steel bars and install the formwork, then bend the cooling pipe in the longitudinal direction to make it return to the shape and fix it on the steel bar, and the cooling pipe needs to be arranged vertically The height of the cooling pipe on the bottom layer is 2.0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More