

Submerged-arc welding root welding and back chipping process of thick plate with K-type groove
A K-groove and submerged arc welding technology, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of high labor intensity and heavy labor load, so as to improve welding efficiency, save welding time, and reduce welding time. Effects of noise and dust emissions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
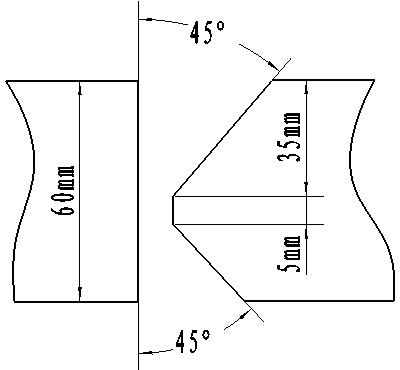
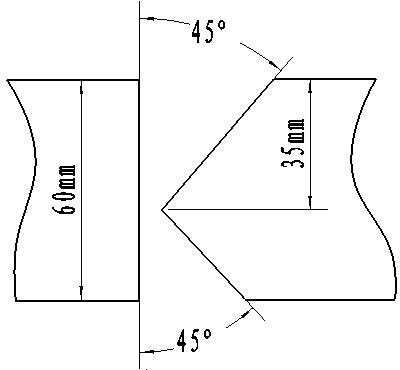
[0019] Select two pairs of steel plates with dimensions of 1000mm (length) × 500mm (width) × 60mm (thickness). One pair is welded by traditional submerged arc welding process; the other pair is welded by submerged arc welding after adopting the process of the present invention. Welding current, welding voltage and welding materials are consistent. Selection of test plate using traditional submerged arc welding process figure 1 For the middle groove type, the front groove welding is performed first, and after the front welding is completed, the carbon arc gouging is performed to clean the root, and then the reverse groove is welded after polishing. Adopt the test plate selection of technology of the present invention figure 2 The middle groove type, the root is welded, the root is cleaned, and then the submerged arc welding of the front and back grooves is performed. The mixed gas protection of argon and carbon dioxide is used during welding. The mixed gas is 80% argon + 20...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More