

Welding process of section steel structure
A welding process and profile technology, applied in welding equipment, auxiliary welding equipment, welding/cutting auxiliary equipment, etc., can solve problems such as affecting production efficiency, hidden dangers of workpiece safety, affecting welding seam quality, etc., to reduce welding auxiliary time, overall Small deformation, the effect of ensuring the quality of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
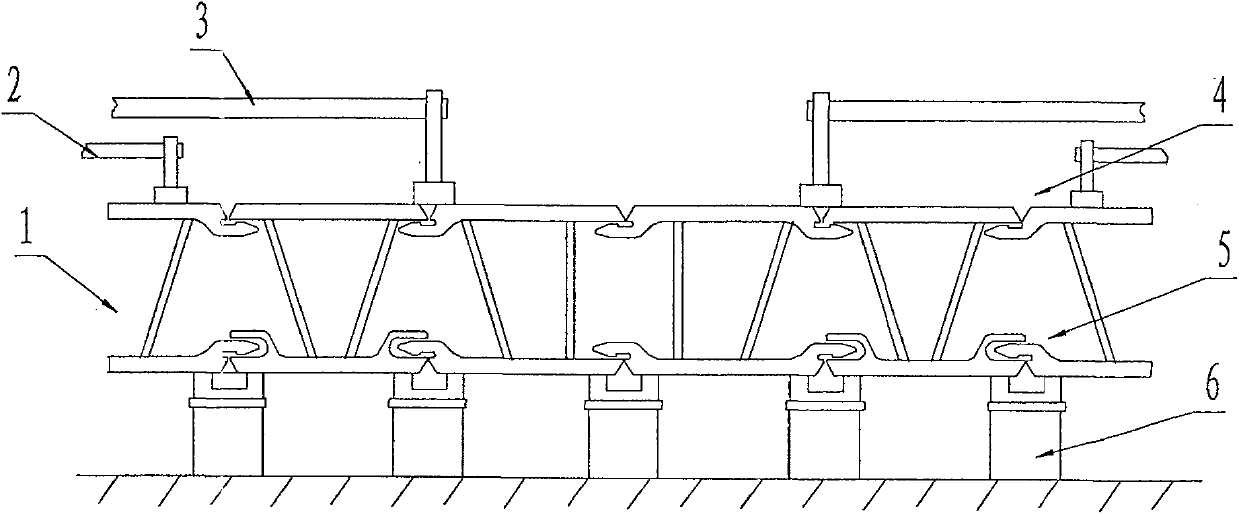
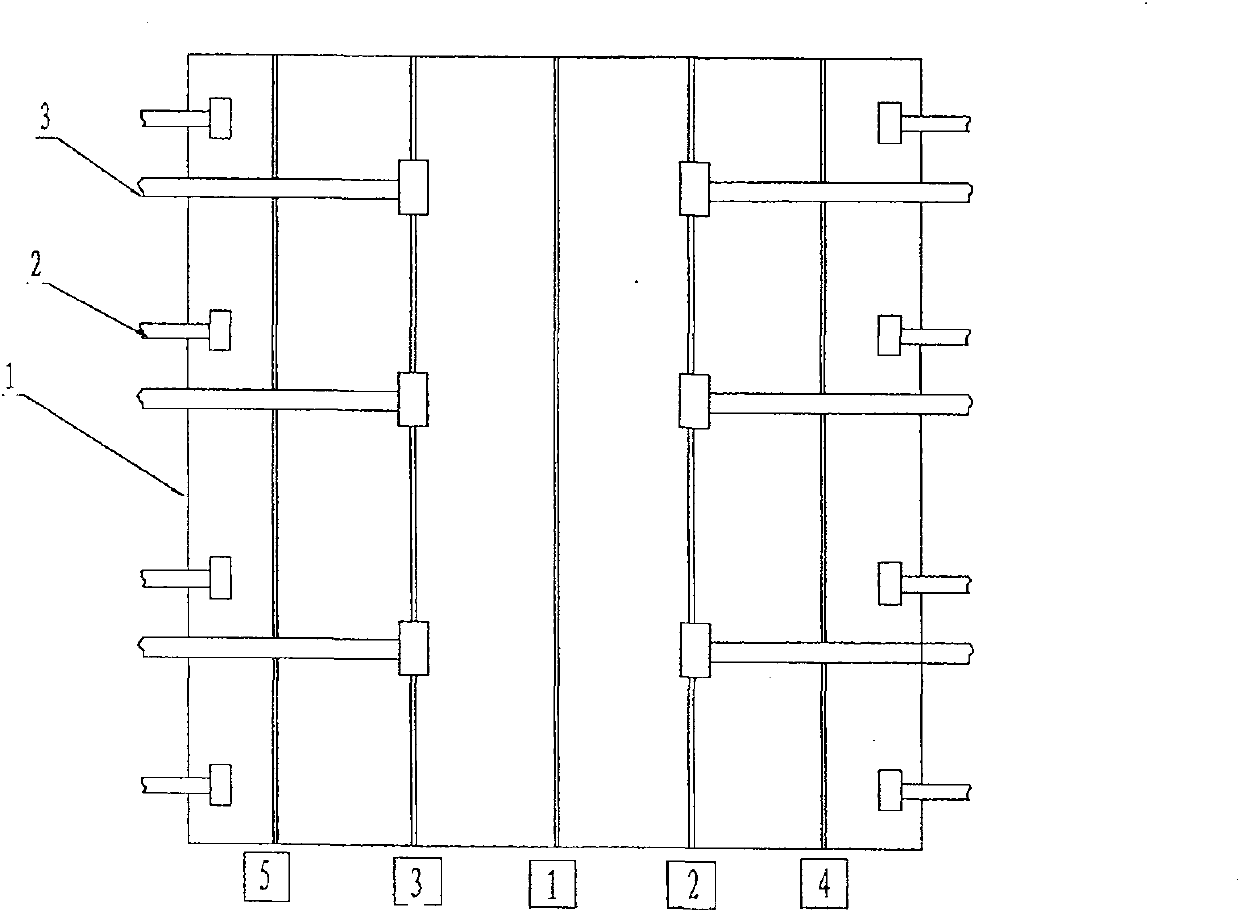
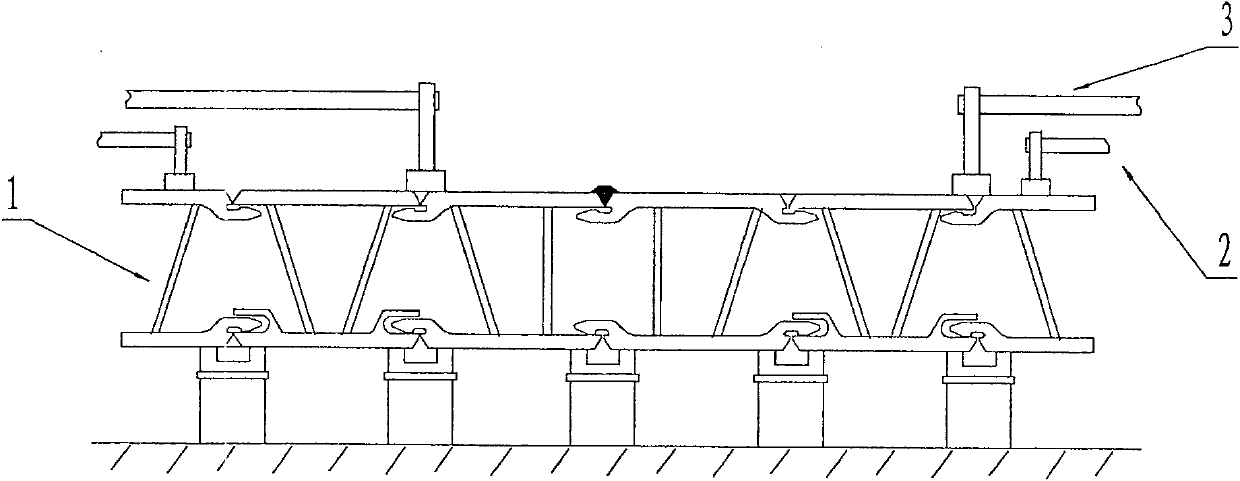
[0026] The method of the present invention is aimed at the profile with backing plate slot structure on the groove, and provides a welding process method of first welding the groove without backing plate slot on the back side, and then welding the front side with backing plate slot structure groove. The method combines clamp pressure The clamping and pressing iron compression method provides the welding sequence of each weld seam, so that it can better control the pre-weld misalignment and post-weld deformation of large-sized profile workpieces, and can reduce the difficulty of post-weld repairs. The method of the present invention will be further described in detail below in conjunction with a specific embodiment, which is a welding process for assembling large-size aluminum profiles for rail passenger car bodies using the method.
[0027] see figure 1 , figure 2 In the first step of welding, the workpiece 1 is reversed, that is, the side of the profile without the backing...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More