

Process method for reducing magnetic loss of neodymium-iron-boron permanent magnet under high-temperature and high-humidity conditions
A high-temperature, high-humidity, NdFeB technology, which is applied in the field of electroplating protection of NdFeB permanent magnet materials, can solve the problems of high magnetic loss, achieve the effect of improving capacity, improving quality, and broad application prospects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
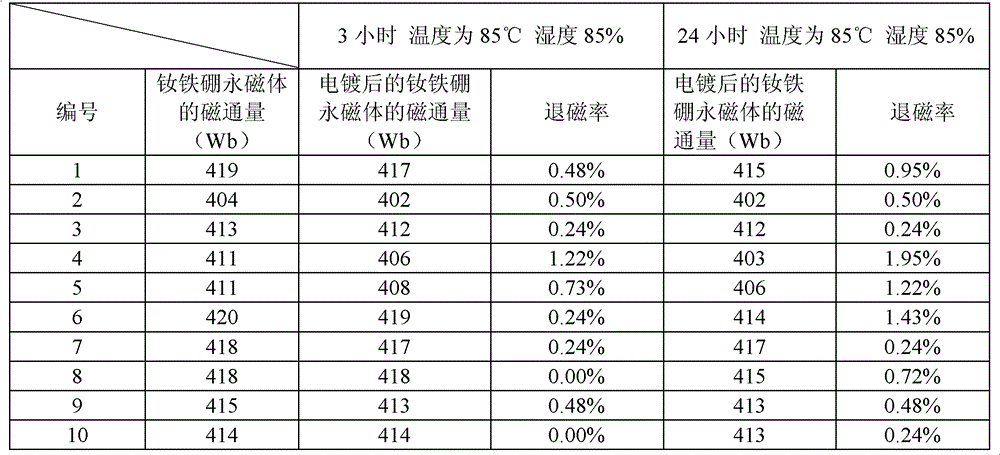
[0016] For a piece of NdFeB permanent magnet, it is required to have a magnetic loss of ≤10% after 24 hours of high temperature and high humidity test after electroplating NiCuNi. The specific process method is as follows:
[0017] 1. Take 3kg of the product of this specification and use anhydrous dry chamfering in a flat-bottomed vibrating finishing machine. The abrasive is a spherical type with a diameter of Φ3, the weight is 25kg, the chamfering time is 3 hours, and the vibration frequency is 40r / min.
[0018] 2. Use ultrasonic waves to degrease in a neutral degreasing solution with a temperature controlled at 60°C for 2 minutes, and wash with flowing water to remove the degreasing liquid on the surface of the product.
[0019] 3. Use 1% HNO 3 The solution is pickled for 20 seconds, and ultrasonic cleaning is performed immediately after each 5 seconds, and the residual acid solution in the blind hole of the sintered NdFeB permanent magnet is removed by using the ultrasonic...
Embodiment 2
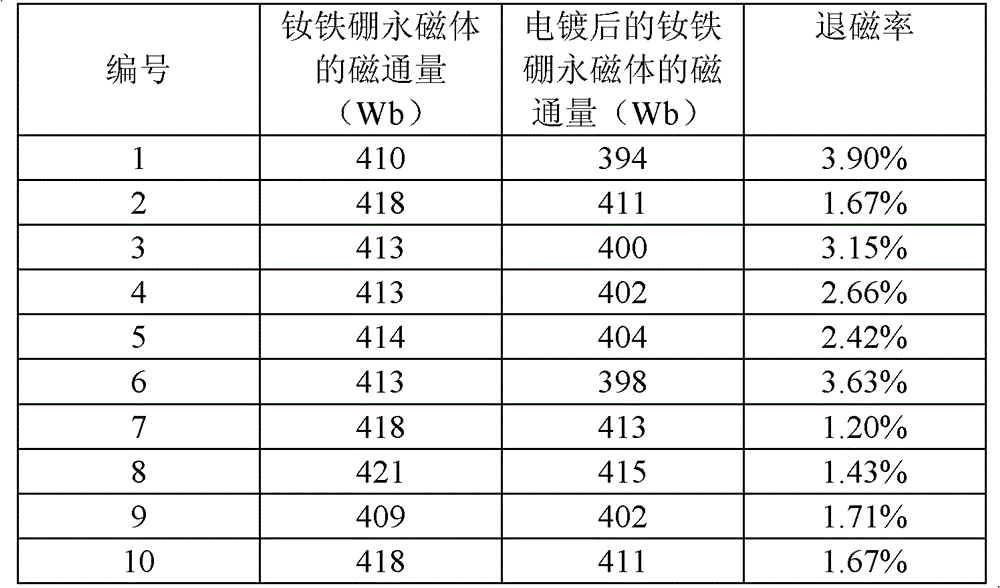
[0026] For a piece of NdFeB permanent magnet, it is required to have a magnetic loss of ≤10% after 24 hours of high temperature and high humidity test after electroplating NiCuNi. The specific process method is as follows:
[0027] 1. Take 3kg of the product of this specification and use anhydrous dry chamfering in a flat-bottomed vibrating finishing machine. The abrasive is a ball type with a diameter of Φ3, the weight is 25kg, the chamfering time is 3 hours, and the vibration frequency is 40r / min.
[0028] 2. Use ultrasonic waves to degrease in a neutral degreasing solution with a temperature controlled at 60°C for 2 minutes, and wash with flowing water to remove the degreasing liquid on the surface of the product.
[0029] 3. Use 1% HNO 3 The solution is pickled for 20 seconds, and ultrasonic cleaning is performed immediately after each 5 seconds, and the residual acid solution in the blind hole of the sintered NdFeB permanent magnet is removed by using the ultrasonic cavi...
Embodiment 3
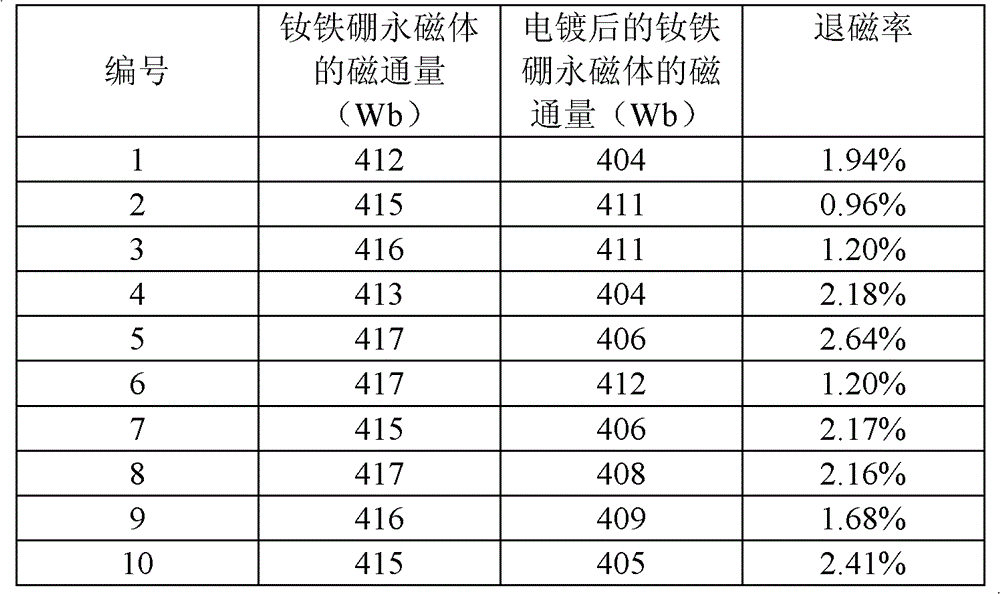
[0039] For a piece of NdFeB permanent magnet, it is required to have a magnetic loss of ≤10% after 24 hours of high temperature and high humidity test after electroplating NiCuNi. The specific process method is as follows:
[0040] 1. Take 3kg of the product of this specification and use anhydrous dry chamfering in a flat-bottomed vibrating finishing machine. The abrasive is a spherical type with a diameter of Φ3, the weight is 25kg, the chamfering time is 3 hours, and the vibration frequency is 40r / min.
[0041] 2. Use ultrasonic waves to degrease in a neutral degreasing solution with a temperature controlled at 60°C for 2 minutes, and wash with flowing water to remove the degreasing liquid on the surface of the product.
[0042] 3. Use 1% HNO 3 The solution is pickled for 20 seconds, and ultrasonic cleaning is performed immediately after each 5 seconds, and the residual acid solution in the blind hole of the sintered NdFeB permanent magnet is removed by using the ultrasonic...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| magnetic flux | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More